1 1 cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 168
4 DIN PLUS
156
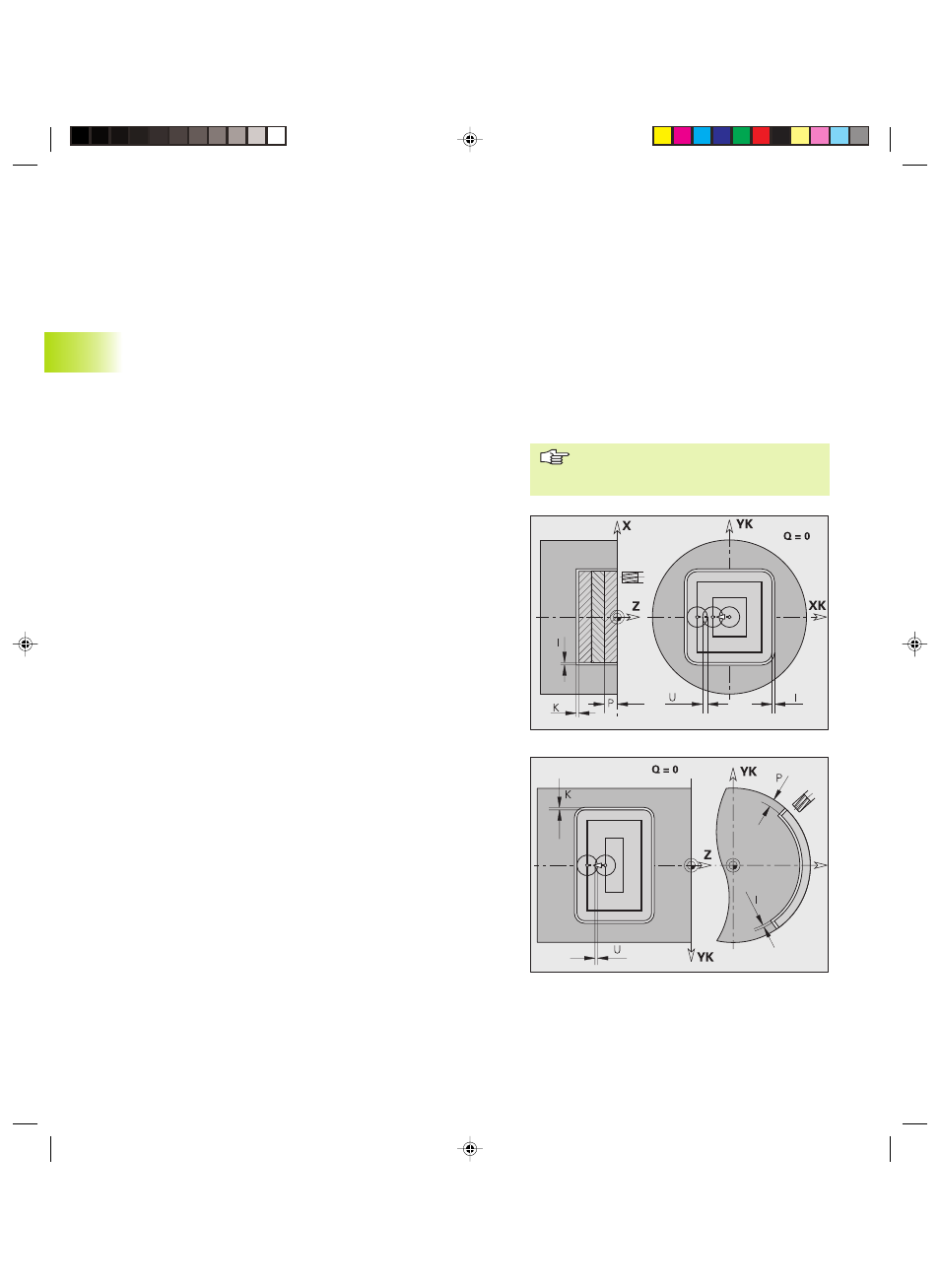
Fresatura tasca - sgrossatura G845
L'istruzione G845 sgrossa i profili chiusi e le matrici delle sezioni
programma:
■
SUPERFICIE FRONTALE
■
LATO POSTERIORE
■
SUPERFICIE CILINDRICA
Sulla direzione di fresatura si interagisce con la ”Direzione di
fresatura H”, e la ”Direzione di lavorazione Q” e il senso di rotazione
della fresa (vedi tabella G846).
Parametri
NS:
Numero blocco – Riferimento alla descrizione profilo
P:
Profondità di fresatura (massima) (avanzamento in piano)
I:
Sovrametallo in direzione X
K:
Sovrametallo in direzione Z
U:
Fattore di sovrapposizione (minimo) - Sovrapposizione delle
traiettorie di fresatura (sovrapposizione = U*diametro fresa) –
default: 0,5
V:
Fattore di sovracorsa – è irrilevante per lavorazioni con asse C
H:
Direzione di fresatura – default: 0
■
H=0: discorde
■
H=1: concorde
F:
Avanzamento di lavorazione (per avanzamento in profondità) –
default: avanzamento attivo
E:
Avanzamento ridotto per elementi circolari – default:
avanzamento attuale
J:
Piano di ritorno – default: ritorno alla posizione di partenza
■
Lato frontale o posteriore: posizione di ritorno in direzione Z
■
Superficie cilindrica: posizione di ritorno in direzione X (quota
diametro)
Q:
Direzione di lavorazione – default: 0
■
Q=0: dall'interno verso l'esterno
■
Q=1: dall'esterno verso l'interno
Con asse Y: vedi manuale utente ”CNC PILOT 4290 con asse Y”
Sovrametalli: vengono considerati per
G845 (G57: direzione X, Z; G58: sovrametallo
equidistante nel piano di fresatura)
4.1
1 Cicli di fr
esat
ur
a
Esecuzione ciclo
1 Posizione di partenza (X, Z, C) = posizione prima del
ciclo
2 Calcolo della configurazione di taglio (avanzamenti
in piano, avanzamenti in profondità)
3 Avvicinamento a distanza di sicurezza e
avanzamento per la prima profondità di fresatura
4 Fresatura in un piano
5 Sollevamento a distanza di sicurezza,
avvicinamento e avanzamento per la successiva
profondità di fresatura
6 Ripetizione di 4...5, fino a completare la fresatura
dell'intera superficie
7 Ritorno in conformità a ”Piano di ritorno J”
6_4290BH4.pm6
21.02.2005, 08:03
156