HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 320
6 TURN PLUS
308
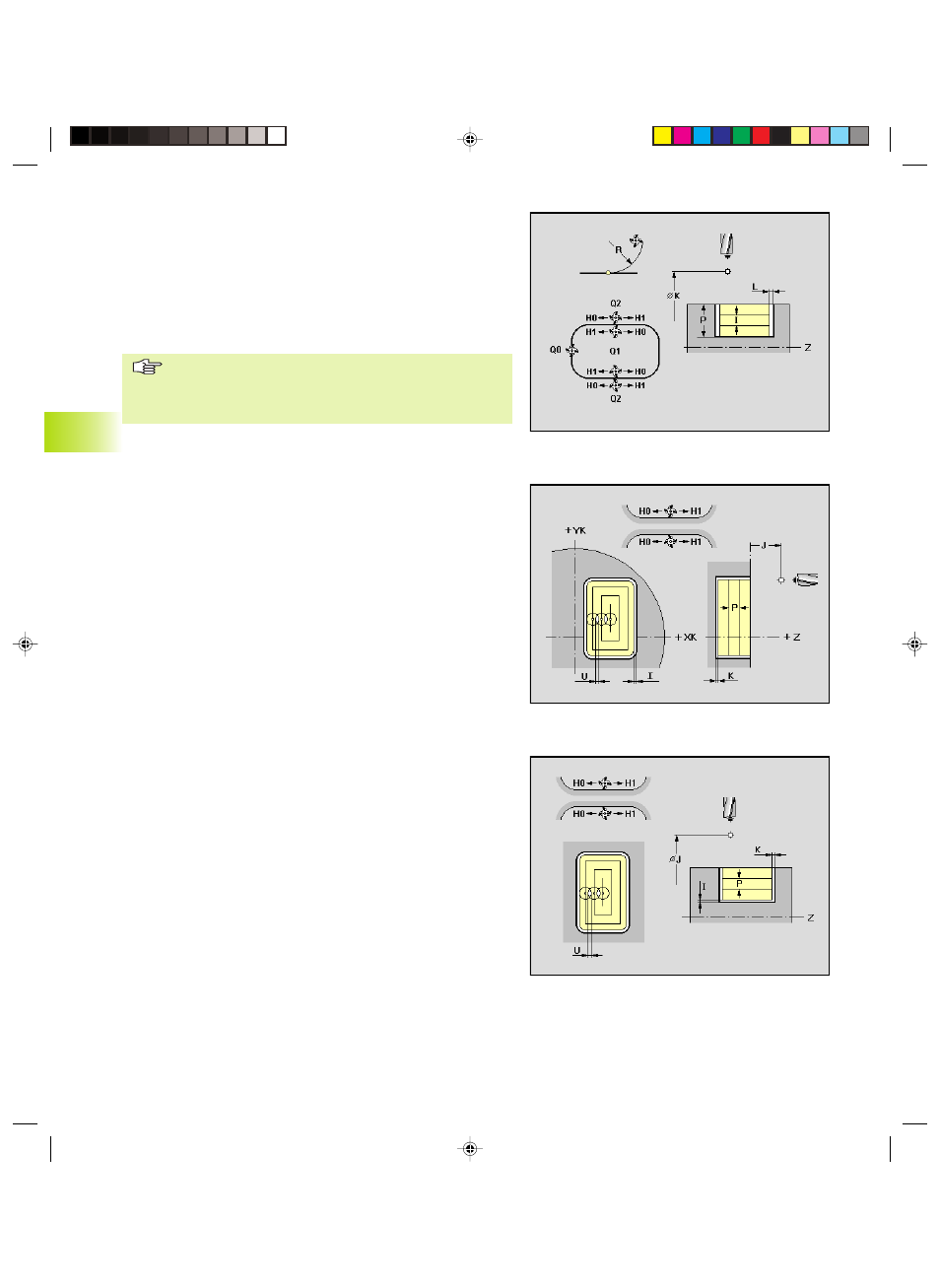
P:
■
Fresatura profilo: profondità di fresatura, sovrascrive la
”profondità” della definizione profilo
■
Sbavatura: profondità di entrata dell'utensile – default:
larghezza smusso (da ”Attributo di lavorazione Sbavatura”) +
1 mm
I:
Avanzamento massimo – default: fresatura in un
avanzamento
L:
Sovrametallo – ”spostamento” profilo di fresatura
(”Sovrametallo G58” prima del ciclo di fresatura)
■
Effetti di ”Punto di fresatura, Direzione di fresatura e
Senso di rotazione utensile”: vedi ”
4.11
Cicli di fresatura”.
■
Sbavatura: la larghezza smusso viene definita come
attributo di lavorazione.
Fresatura superficie – Sgrossatura/Finitura (G845/
G846)
Sgrossa/rifinisce matrici o ”profili liberi” chiusi dei piani di riferimento:
■
SUPERFICIE FRONTALE
■
LATO POSTERIORE
■
SUPERFICIE CILINDRICA
Parametri
J:
Piano di ritorno – default: ritorno alla posizione di partenza
■
Lato frontale/posteriore: posizione di ritorno in direzione Z
■
Superficie cilindrica: posizione di ritorno in direzione X
(quota diametro)
Q:
Direzione di lavorazione
■
Verso l'esterno (Q=0): dall'interno verso l'esterno
■
Verso l'interno (Q=1): dall'esterno verso l'interno
H:
Direzione di fresatura
■
H=0: discorde
■
H=1: concorde
U:
Fattore di sovrapposizione – Intervallo: 0 <= U <= 0,9;
0: senza sovrapposizione
V:
Fattore di sovracorsa: è irrilevante per la lavorazione con
asse C
P:
Avanzamento massimo nel piano di fresatura
I, K:
Sovrametallo in direzione X, Z – non previsto per Finitura
6.12 Gener
azione int
er
at
tiv
a del piano di la
v
o
ro
(IA
G)
8_4290BH6.pm6
21.02.2005, 08:03
308