5 istr uzioni di g eometr ia – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 116
4 DIN PLUS
104
Scanalatura circolare superficie cilindrica G312-Geo/
G313-Geo
■
G312: scanalatura circolare in senso orario
■
G313: scanalatura circolare in senso antiorario
Parametri
Z:
Centro curvatura
C:
Centro curvatura (angolo)
CY:
Angolo come ”quota percorso” (riferimento: sviluppo superficie
cilindrica con ”Diametro di riferimento”)
R:
Raggio curvatura (riferimento: traiettoria centro scanalatura)
A:
Angolo punto iniziale (riferimento: asse Z)
W:
Angolo punto finale (riferimento: asse Z)
B:
Larghezza scanalatura
P:
Profondità tasca – Nessuna immissione: ”P” da G308
G312-Geo
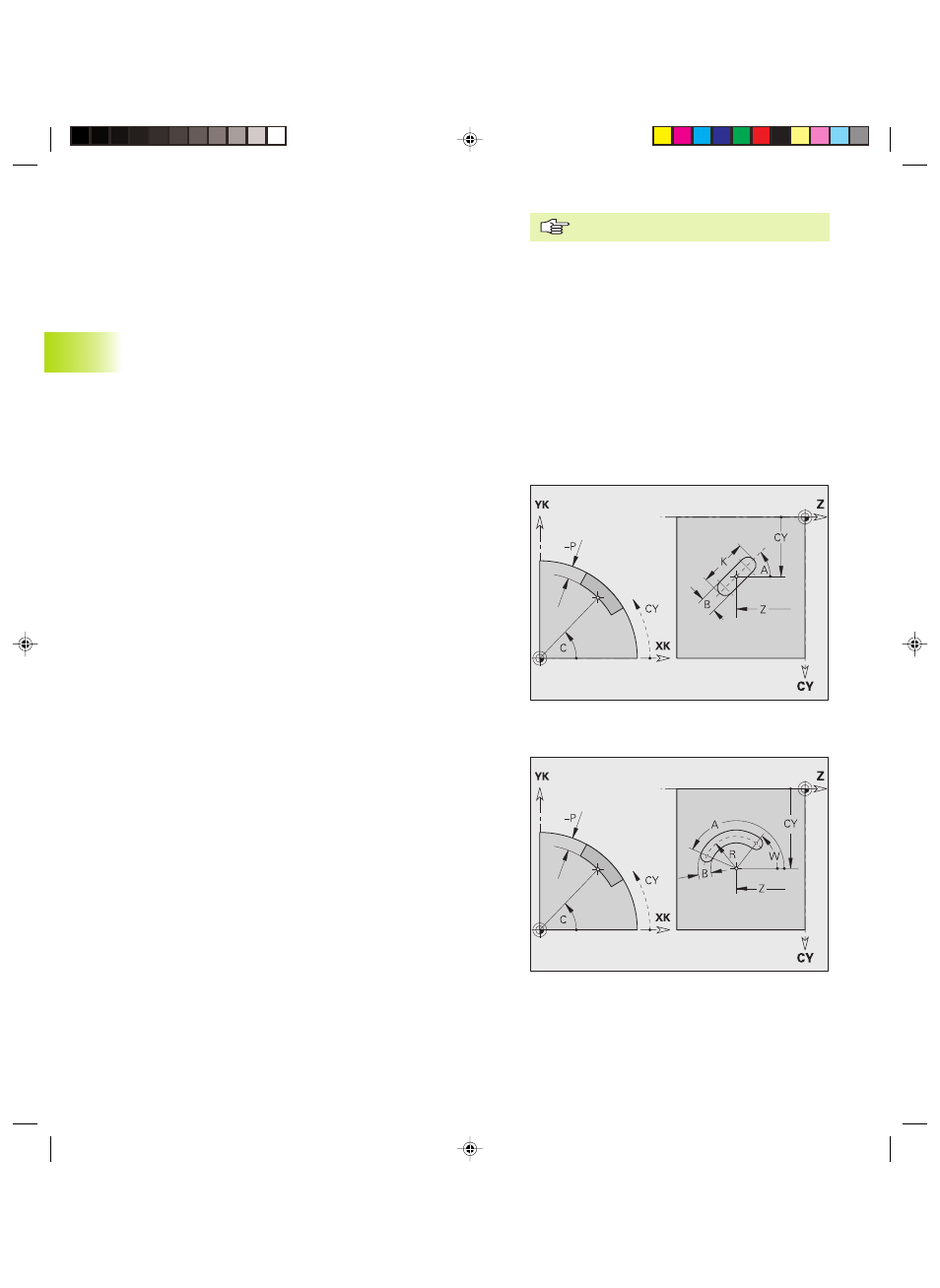
Scanalatura lineare superficie cilindrica G311-Geo
Parametri
Z:
Centro
C:
Centro (angolo)
CY:
Angolo come ”quota percorso” (riferimento: sviluppo superficie
cilindrica con ”Diametro di riferimento”)
A:
Angolo asse longitudinale (riferimento: asse Z) – default: 0°
K:
Lunghezza scanalatura
B:
Larghezza scanalatura
P:
Profondità tasca – Nessuna immissione: ”P” da G308
4.5 Istr
uzioni di g
eometr
ia
Lavorare il foro G310 con G71 ...G74 .
E:
Angolo di allargatura
I:
Diametro filetto
J:
Profondità filetto
K:
Imbocco filettato (lunghezza uscita)
F:
Passo del filetto
V:
Filetto sinistrorso o destrorso – default: 0
■
V=0: filetto destrorso
■
V=1: filetto sinistrorso
A:
Angolo (riferimento: asse Z) – default: 90° = foro perpendicolare
(intervallo: 0° < A < 180°)
O:
Diametro di centratura
6_4290BH4.pm6
21.02.2005, 08:03
104