3 movimenti lineari e circolari semplici, 6 istr uzioni di la v o razione – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 123
HEIDENHAIN CNC PILOT 4290
111
Rapido in coordinate macchina G701
La slitta si sposta in Rapido fino al ”punto di arrivo” seguendo il
percorso più breve.
Parametri
X, Z: Punto finale (X come quota diametro)
Con asse Y: vedi manuale utente ”CNC PILOT 4290 con asse Y”
”X, Z” si riferiscono all'origine macchina e
all'origine slitta.
4.6.3 Movimenti lineari e circolari semplici
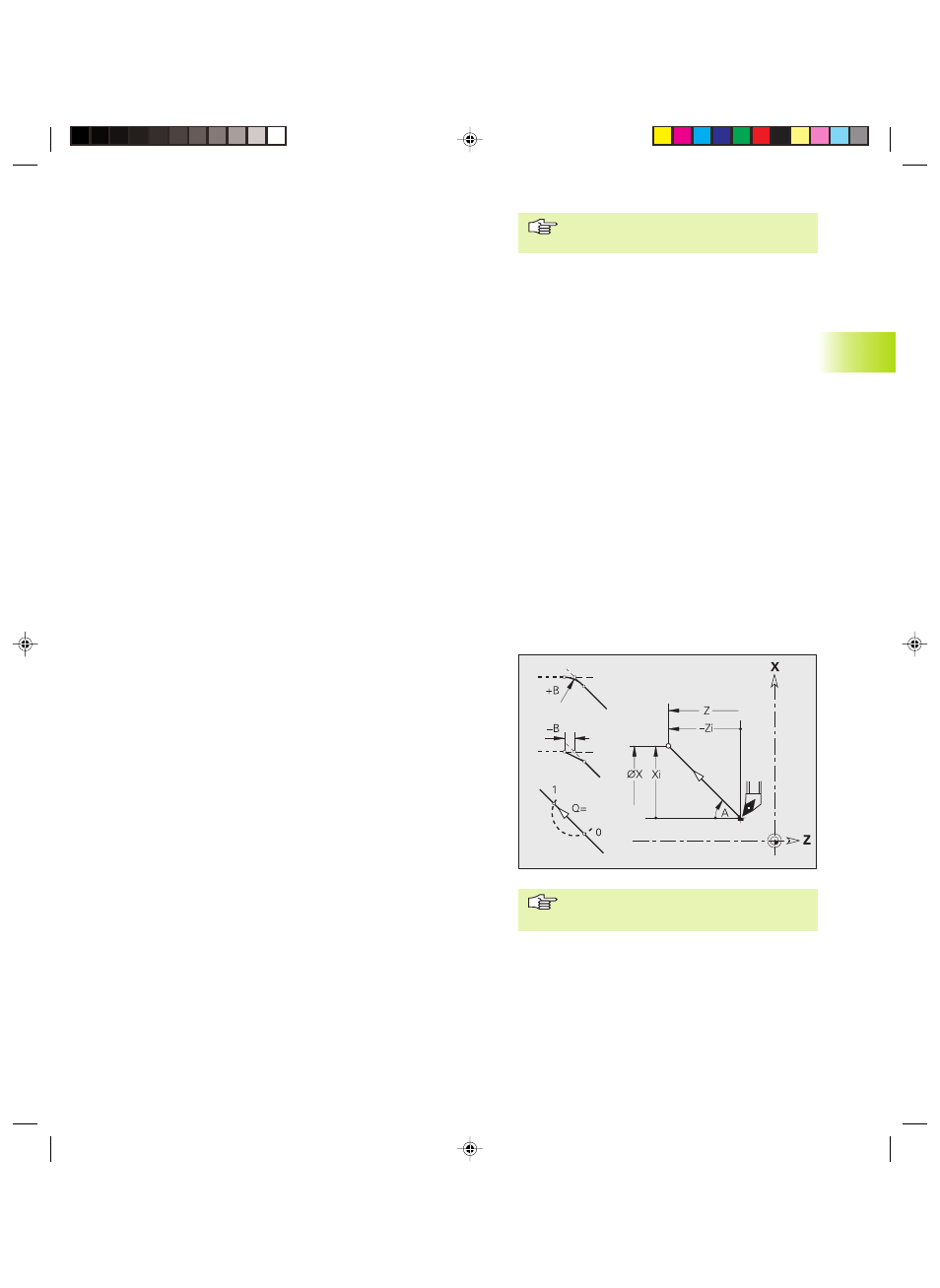
Movimento lineare G1
L'utensile si sposta con avanzamento lineare al ”Punto finale”.
Parametri
X, Z: Diametro, lunghezza punto finale (X come quota diametro)
A:
Angolo (direzione angolare: vedi grafica ausiliaria)
Q:
Selezione punto di intersezione – default: 0. Punto finale se il
percorso interseca un arco.
■
Q=0: punto di intersezione vicino
■
Q=1: punto di intersezione lontano
B:
Smusso/Arrotondamento – Passaggio al successivo elemento
del profilo. Programmare il punto finale teorico se si indica uno
smusso/arrotondamento.
■
B Nessuna immissione: passaggio tangenziale
■
B=0: passaggio non tangenziale
■
B>0: raggio del raccordo
■
B<0: larghezza dello smusso
E:
Fattore di avanzamento speciale per smusso/arrotondamento
(0 < E <= 1) – default: 1
(Avanzamento speciale = avanzamento attivo * E)
Con asse Y: vedi manuale utente ”CNC PILOT 4290 con asse Y”
Programmazione X, Z: assoluta,
incrementale, modale o ”?”
4.6 Istr
uzioni di la
v
o
razione
6_4290BH4.pm6
21.02.2005, 08:03
111