HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 307
HEIDENHAIN CNC PILOT 4290
295
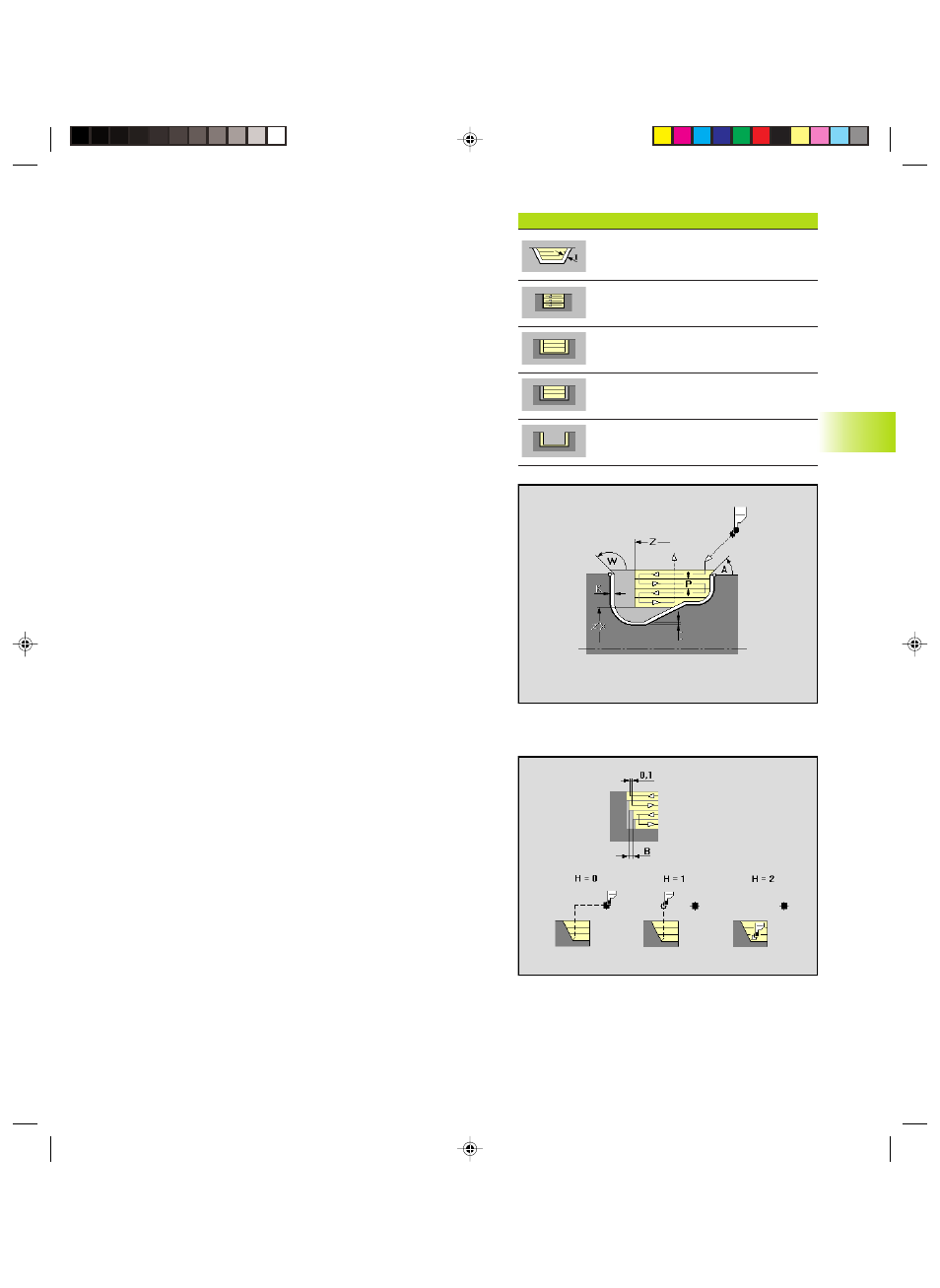
Tornitura-troncatura (G869)
Il CNC PILOT lavora il materiale con movimenti di sgrossatura e
troncatura alternati.
Parametri
P:
Profondità di taglio massima
R:
Correzione profondità: in funzione del materiale, della velocità
di avanzamento ecc., il tagliente ”devia” durante la
lavorazione di tornitura. L'errore di avanzamento si compensa
con ”Correzione profondità di tornitura R”. La correzione viene
di norma determinata per via empirica.
B:
Larghezza offset – a partire dal secondo avanzamento in
caso di passaggio dalla lavorazione di tornitura a quella di
troncatura il percorso da lavorare viene ridotto della
”Larghezza offset B”. Ad ogni successivo passaggio dalla
lavorazione di tornitura a quella di troncatura su questo fianco
si verifica una riduzione di ”B”, oltre all'offset attuale. Al
termine della pretroncatura il materiale residuo rimasto viene
lavorato con una corsa di troncatura.
A, W:
Angolo di avvicinamento, Angolo di allontanamento –
Riferimento: asse Z – default: direzione contraria a quella di
troncatura
X, Z:
Limitazione di taglio
Impostare il tipo di sovrametallo: tramite softkey
I, K:
Sovrametallo assiale/radiale diverso
I:
Sovrametallo costante: genera ”Sovrametallo G58” prima del
ciclo
S:
(Unidirezionale/) Bidirezionale – Impostazione tramite softkey
La pretroncatura viene eseguita:
■
Sì (S=0): bidirezionale
■
No (S=1): unidirezionale nella direzione definita alla
selezione della zona di lavorazione
O:
Avanzamento di troncatura – default: avanzamento attivo
E:
Avanzamento di finitura – default: avanzamento attivo
H:
Tipo di allontanamento a fine ciclo
■
H=0: ritorno al punto di partenza (assiale: prima in direzione
Z poi X; radiale: prima in direzione X poi Z)
■
H=1: posizionamento davanti al profilo finito
■
H=2: sollevamento a distanza di sicurezza e arresto
Procedura:
impostazione tramite softkey
■
Pretroncatura e Finitura in una passata
■
Solo Pretroncatura
■
Solo Finitura
Softkey ”Tornitura-troncatura”
Impostazione sovrametallo assiale/
radiale o sovrametallo costante
Unidirezionale/Bidirezionale
Pretroncatura e finitura
Pretroncatura
Finitura
6.12 Gener
azione int
er
at
tiv
a del piano di la
v
o
ro
(IA
G)
8_4290BH6.pm6
21.02.2005, 08:03
295