5 p a rametr i di la v o razione – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 375
HEIDENHAIN CNC PILOT 4290
363
7.5 P
a
rametr
i di la
v
o
razione
5 – Finitura
Finitura – Standard utensile e di lavorazione
Gli utensili vengono selezionati in funzione del punto di lavorazione e
della direzione di lavorazione principale (HBR) in base all'angolo di
inclinazione e dell'inserto. Per la selezione utensile vale inoltre:
■
Si impiegano di preferenza utensili per rifinire standard.
■
Se l'utensile per rifinire standard non è in grado di lavorare gli
elementi sagomati Torniture automatiche (Forma FD) e Scarichi
(Forma E, F, G), essi vengono in successione disattivati. TURN PLUS
tenta di lavorare il ”profilo residuo” in modo iterativo. Gli elementi
sagomati disattivati vengono poi lavorati singolarmente con un
utensile adeguato.
■
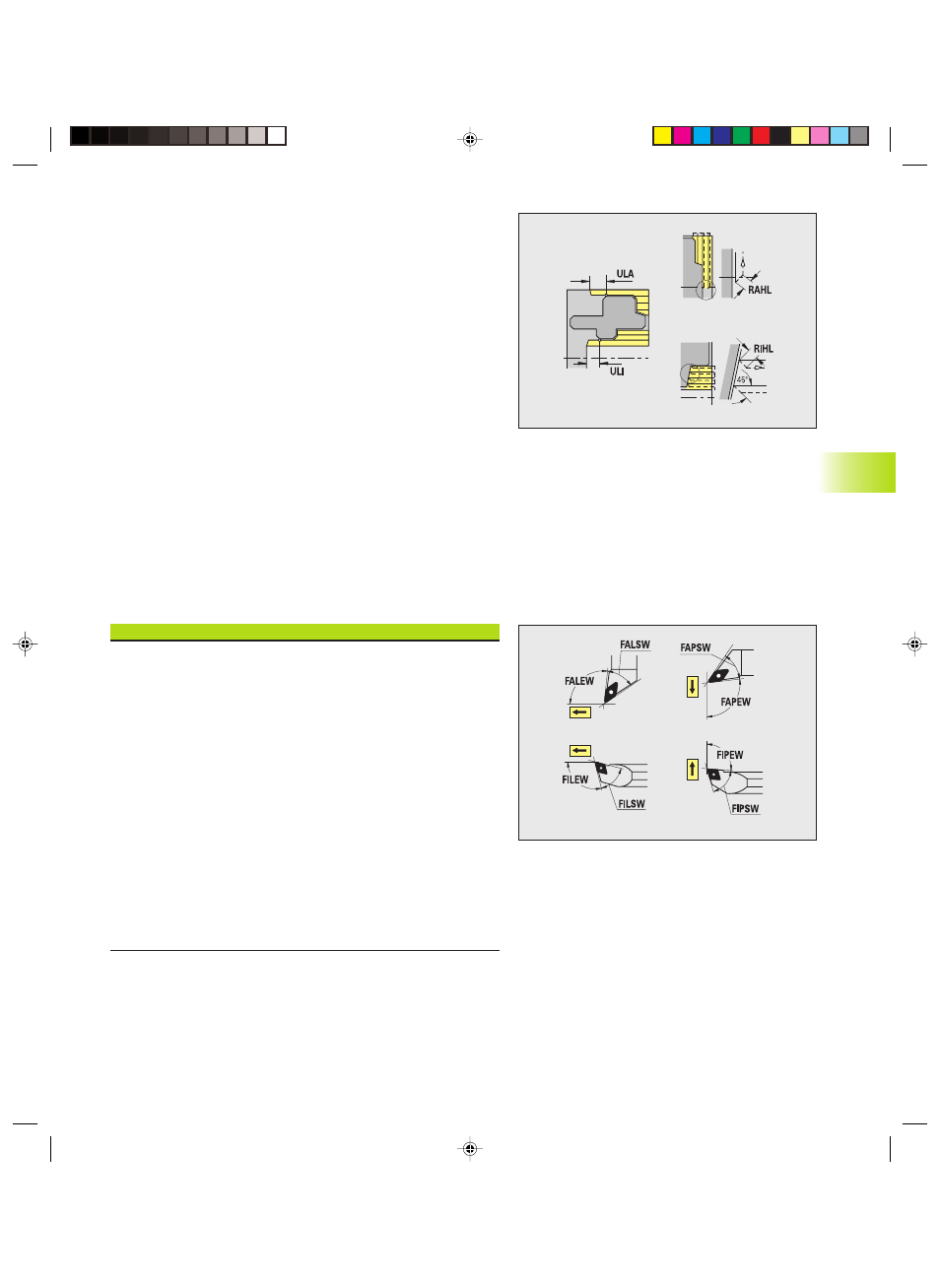
Angolo di inclinazione – Esterno/Assiale [FALEW]
■
Angolo dell'inserto - Esterno/Assiale [FALSW]
■
Angolo di inclinazione – Esterno/Radiale [FAPEW]
■
Angolo dell'inserto – Esterno/Radiale [FAPSW]
■
Angolo di inclinazione – Interno/Assiale [FILEW]
■
Angolo dell'inserto – Interno/Assiale [FILSW]
■
Angolo di inclinazione – Interno/Radiale [FIPEW]
■
Angolo dell'inserto – Interno/Radiale [FIPSW]
Sgrossatura – Cicli di lavorazione
■
Lunghezza sporgenza esterna [ULA]: lunghezza della quale per la
lavorazione esterna si sgrossa oltre il punto di arrivo in direzione
assiale. Non si considera se la limitazione di taglio si trova prima o
all'interno della lunghezza della sporgenza.
■
Lunghezza sporgenza interna [ULI] (vedi anche ”
6.15.5
Profili
interni”)
■
Lunghezza della quale per la lavorazione interna si sgrossa oltre il
punto di arrivo in direzione assiale. Non si considera se la limitazione
di taglio si trova prima o all'interno della lunghezza della sporgenza.
■
Si utilizza per il calcolo della profondità del foro per preforature
concentriche.
■
Lunghezza sollevamento esterna [RAHL]
■
Lunghezza sollevamento interna [RIHL]
Lunghezza sollevamento per varianti di spianatura (H=1, 2) dei cicli
di sgrossatura (G810, G820) per la lavorazione esterna (RAHL) /
lavorazione interna (RIHL).
■
Fattore di riduzione profondità di taglio [SRF] – Per operazioni di
sgrossatura con utensili che non vengono impiegati nella direzione di
lavorazione principale, l'avanzamento (profondità di taglio) viene
ridotto. Calcolo dell'avanzamento (P) per i cicli di sgrossatura (G810,
G820):
P = ZT * SRF (ZT: avanzamento da data base dati tecnologici)
9_4290BH7.pm6
21.02.2005, 08:04
363