6 modalità ispezione, 5 modalità a u tomatico – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 58
3 Comando manuale e Automatico
46
Continua
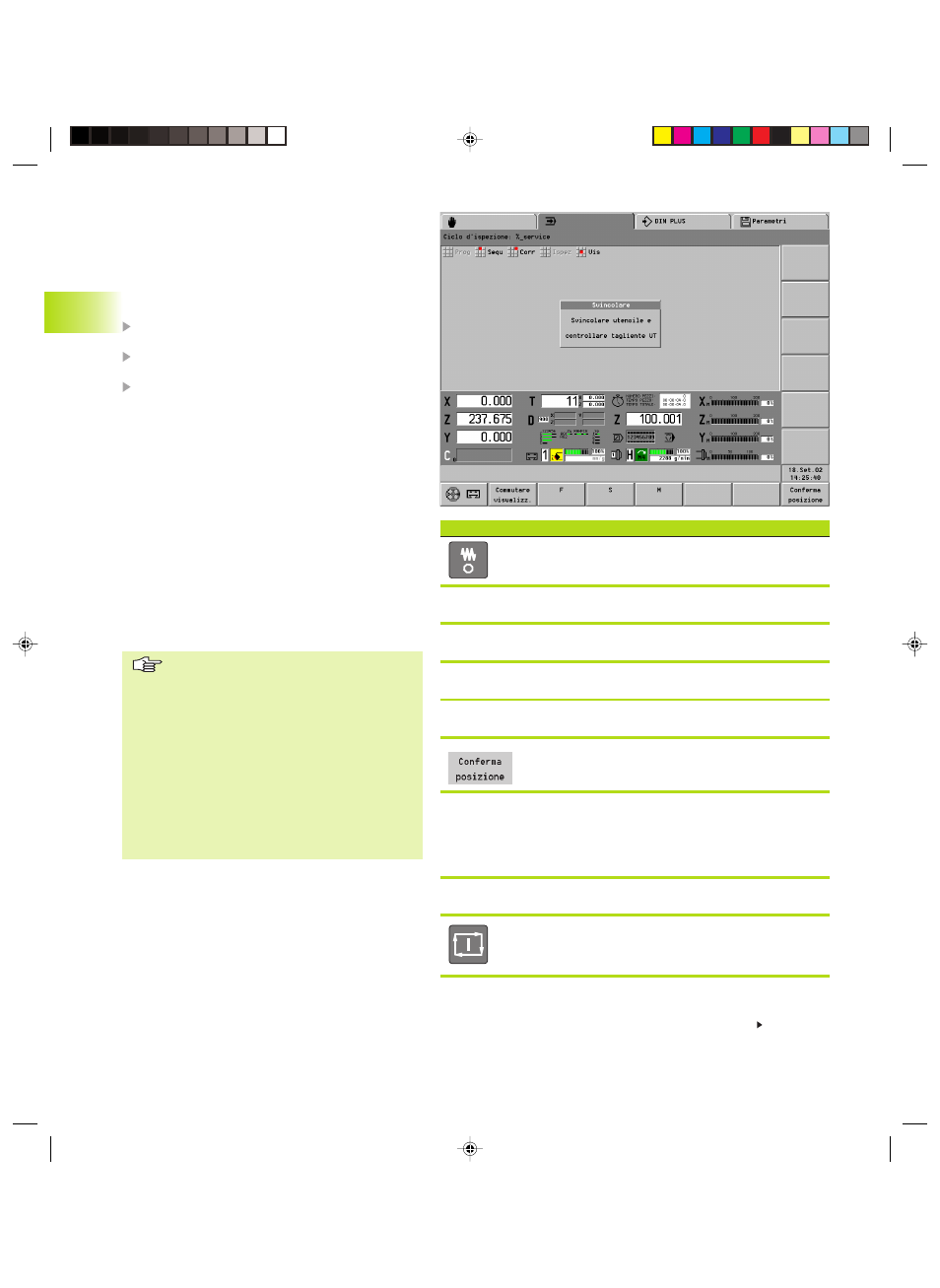
3.5.6 Modalità Ispezione
È possibile interrompere l'esecuzione del programma,
verificare l'”utensile attivo”, correggerlo o sostituire il
tagliente e quindi riprendere l'esecuzione del
programma NC dal punto in cui era stato interrotto.
Il ciclo di ispezione viene eseguito nelle seguenti fasi:
Interruzione programma e ”allontanamento”
utensile
Verifica utensile ed eventuale sostituzione del
taglienten
Riposizionamento utensile
■
Tagliente o.k.: proseguimento dell'esecuzione
automatica del programma
■
Con nuovo tagliente: definizione dei valori di
correzione tramite ”Sfioramento”, quindi
proseguimento dell'esecuzione automatica del
programma
Quando si ”allontana” l'utensile, il CNC PILOT
memorizza i primi cinque movimenti di traslazione,
dove ogni variazione di direzione corrisponde ad un
percorso di traslazione.
Il programma NC può essere ripreso da prima del
punto in cui è stato interrotto. In tal caso occorre
inserire la distanza dal ”punto di interruzione”. Se la
”Distanza” è maggiore della distanza tra inizio blocco
e punto di interruzione, il CNC PILOT esegue l'avvio a
partire dall'inizio del blocco NC interrotto.
■
Durante l'operazione di ispezione è
possibile orientare la torretta, azionare i
tasti mandrino ecc.
■
Se la torretta è stata orientata, il
programma di ritorno inserisce l'utensile
”corretto”.
■
In caso di un cambio tagliente occorre
selezionare i valori di correzione in modo
tale che l'utensile si arresti davanti al
pezzo.
■
In stato Stop ciclo è possibile interrompere
il ciclo di ispezione con ESC ed eseguire il
cambio con ”Comando manuale”.
Modalità Ispezione
Interrompere l'esecuzione del programma
<
Selezionare ”Isp” (Ispezione)
<
Allontanare l'utensile con i tasti di direzione manuali.
<
Se necessario posizionare la torretta.
<
Ispezionare il tagliente, se necessario sostituirlo.
<
Chiudere l'operazione di ispezione; il CNC PILOT carica
il programma di ritorno (”_SERVICE”).
<
Si apre la finestra di dialogo ”Correzione utensile”. Inserire la
correzione utensile e chiudere con ”OK”.
In caso di nuovo tagliente selezionare il valore di correzione in
modo tale che in fase di ritorno l'utensile si trovi davanti al pezzo.
<
Attivare se necessario il mandrino.
<
Avvia il programma di ritorno.
<
3.5 Modalità
A
u
tomatico
5_4290BH3.pm6
21.02.2005, 08:02
46