8 utensili, correzioni, 6 istr uzioni di la v o razione – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 132
4 DIN PLUS
120
4.6.8 Utensili, correzioni
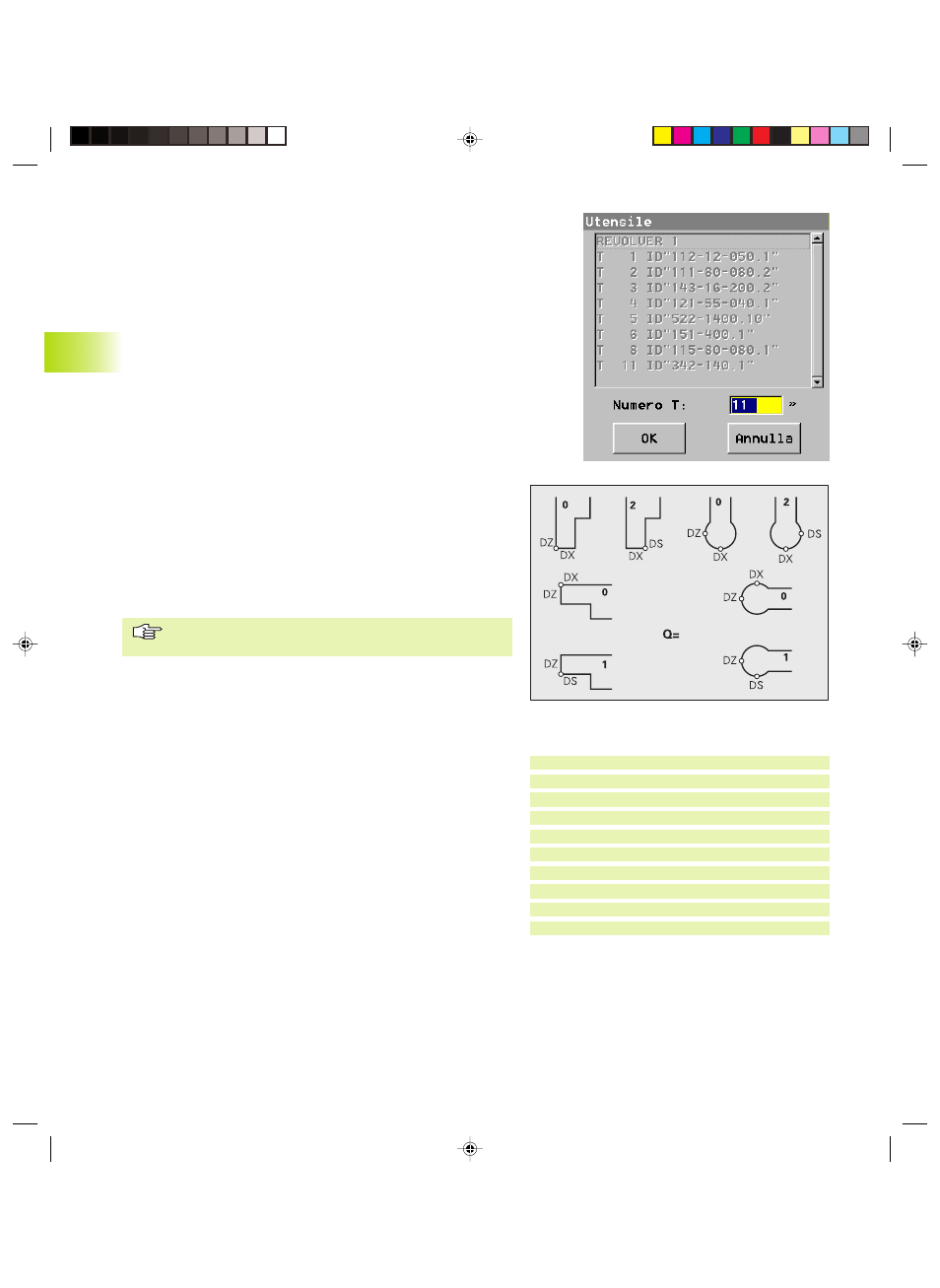
Inserimento utensile – T
Il CNC PILOT visualizza la configurazione utensile definita nella
sezione TORRETTA. Il numero T può essere immesso direttamente
oppure selezionato da lista utensili (commutazione con il softkey
AVANTI). Vedi anche ”
4.2.4
Programmazione utensile”.
Correzione tagliente (cambio di) G148
Il parametro ”O” definisce le correzioni di usura da calcolare. All'avvio
del programma e dopo un'istruzione T sono attivi DX, DZ.
Parametri
O:
Selezione – default: 0
■
O=0: DX, DZ attivi – DS inattivo
■
O=1: DS, DZ attivi – DX inattivo
■
O=2: DX, DS attivi – DZ inattivo
I cicli di troncatura G860, G866, G869 considerano
automaticamente la ”giusta” correzione usura.
Correzione addizionale G149
Il CNC PILOT gestisce 16 correzioni indipendenti dall'utensile.
L'istruzione G149 seguita da un ”numero D” attiva la correzione;
l'istruzione ”G149 D900” disattiva la correzione.
Parametri
D:
Correzione addizionale – default: D900; intervallo: 900..916
Note sulla programmazione
■
La correzione deve essere ”calcolata” prima di divenire attiva.
Programmare quindi l'istruzione G149 un blocco prima del percorso
di traslazione in cui deve essere attiva la correzione.
■
Una correzione addizionale rimane attiva fino:
■
alla successiva ”G149 D900”
■
al successivo cambio utensile
■
alla fine del programma
4.6 Istr
uzioni di la
v
o
razione
Esempio
. . .
N.. G1 Z–25
N.. G149 D901
[Attivazione correzione]
N.. G1 X50
[”Allontanamento” correzione:
posizione X50 + correzione]
N.. G1 Z–50
[Elemento profilo con
correzione]
N.. G149 D900
[Disattivazione correzione]
. . .
6_4290BH4.pm6
21.02.2005, 08:03
120