7 cicli di t o rnit ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 144
4 DIN PLUS
132
4.7 Cicli di t
o
rnit
ur
a
G890 Q4 – Finitura residua
Finitura profilo G890
L'istruzione G890 rifinisce parallelamente al profilo in una sola
passata l'area del profilo descritta da ”NS, NE”, inclusi smussi/
arrotondamenti. Gli scarichi vengono eseguiti, se la geometria
dell'utensile lo consente.
Il CNC PILOT identifica sulla base della definizione dell'utensile se è
presente una lavorazione esterna o interna.
Con ”NS – NE” si definisce la direzione di lavorazione. Se il profilo
da lavorare è costituito da un solo elemento, vale quanto segue:
■
Lavorazione in direzione di definizione del profilo se si
programma esclusivamente NS
■
Lavorazione in direzione opposta a quella di definizione del
profilo se si programmano NS ed NE
La finitura residua si attiva con ”Q=4” (esempio: svuotamento con
utensili di finitura in direzione opposta a quella di lavorazione). Il
CNC PILOT riconosce le aree già lavorate e le salta. Con ”Q=4” non
è possibile interagire sul tipo di avvicinamento, poiché è il ciclo di
finitura a generare il percorso di avvicinamento.
Con piccoli smussi/arrotondamenti vale quanto segue:
■
Rugosità o Avanzamento (con G95-Geo) non sono programmati:
il CNC PILOT esegue una riduzione automatica dell'avanzamento.
Lo smusso/arrotondamento viene lavorato con almeno 3 giri.
■
Rugosità o Avanzamento (con G95-Geo) sono programmati:
senza riduzione avanzamento automatica
Per smussi/arrotondamenti che a causa della dimensione vengono
lavorati con almeno 3 giri, non viene eseguita alcuna riduzione
automatica dell'avanzamento.
Parametri
NS:
Numero blocco iniziale (inizio della zona del profilo)
NE:
Numero blocco finale (fine della zona del profilo)
E:
Comportamento in entrata
■
E=0: senza lavorazione profili inclinati
■
E>0: avanzamento in entrata
■
Nessuna immissione: riduzione avanzamento in funzione
dell'angolo di entrata, al massimo 50%
V:
Identificativo inizio/fine – default: 0
Lavorazione smusso/arrotondamento:
■
V=0: a inizio e fine
■
V=1: a inizio
■
V=2: a fine
■
V=3: senza lavorazione
■
V=4: lavorazione smusso/arrotondamento – non elemento
base (premessa: sezione del profilo con un elemento)
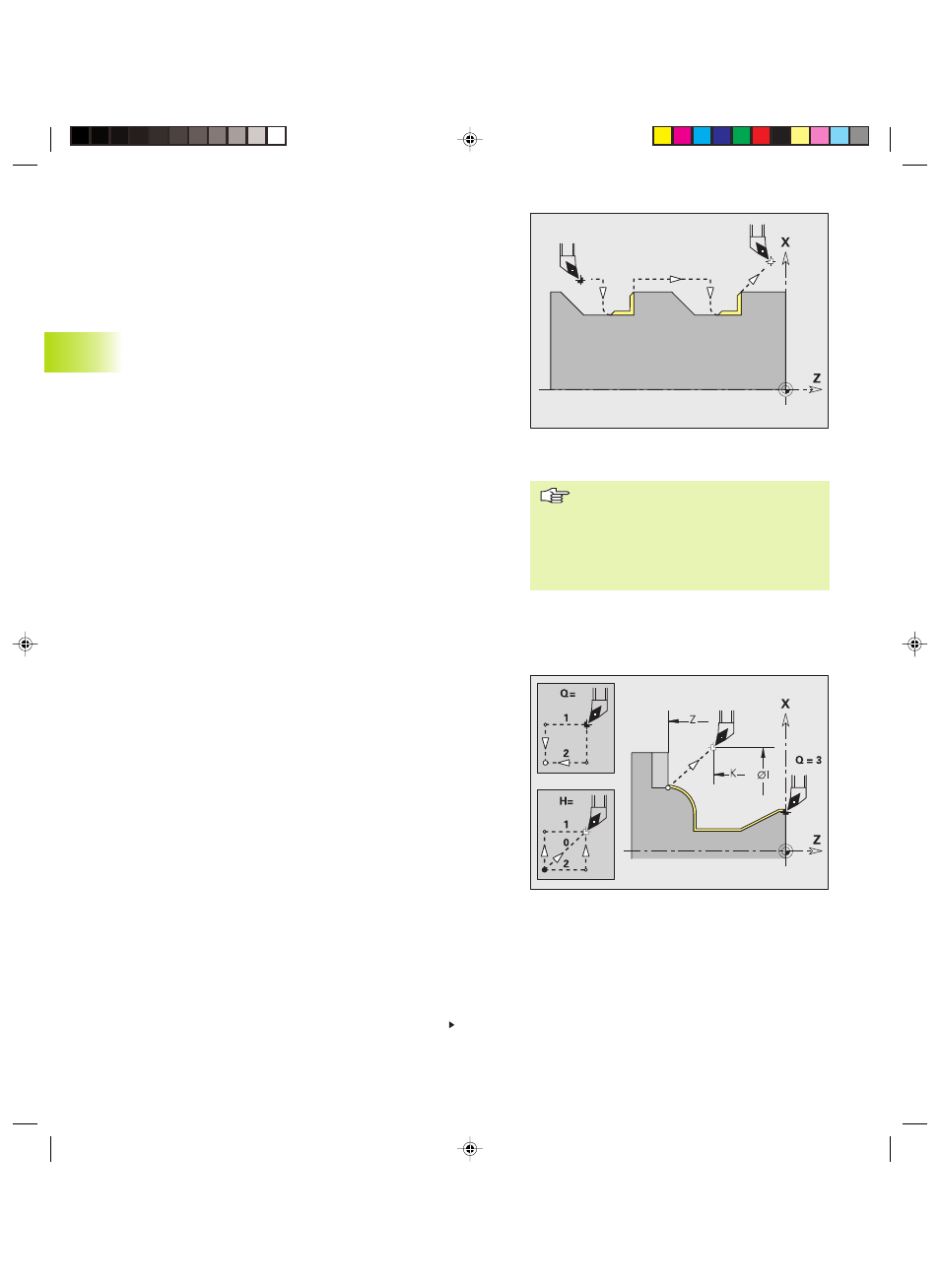
Q:
Tipo di avvicinamento – default: 0
■
Q=0: selezione automatica – il CNC PILOT verifica:
– Avvicinamento in diagonale
– Prima in direzione X, poi Z
– Equidistante intorno all'ostacolo
– Omissione dei primi elementi del profilo se la posizione di
partenza è inaccessibile
Continua
Per Finitura residua (G890 – Q4) il CNC
PILOT verifica se l'utensile può penetrare
nel fondo del profilo senza pericolo di
collisioni. Determinante per questo
controllo di collisione è il parametro
utensile ”Larghezza dn” (vedi ”
8.1.2
Note sui dati utensile”).
6_4290BH4.pm6
21.02.2005, 08:03
132