5 quote utensile, Quote utensile, 5 quot e ut ensile – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 22
1 Introduzione e principi fondamentali
10
1.5
Quote utensile
Per il posizionamento degli assi, per il calcolo della compensazione del
raggio del tagliente, per la definizione della configurazione di taglio nei
cicli ecc., il CNC PILOT necessita di dati sugli utensili.
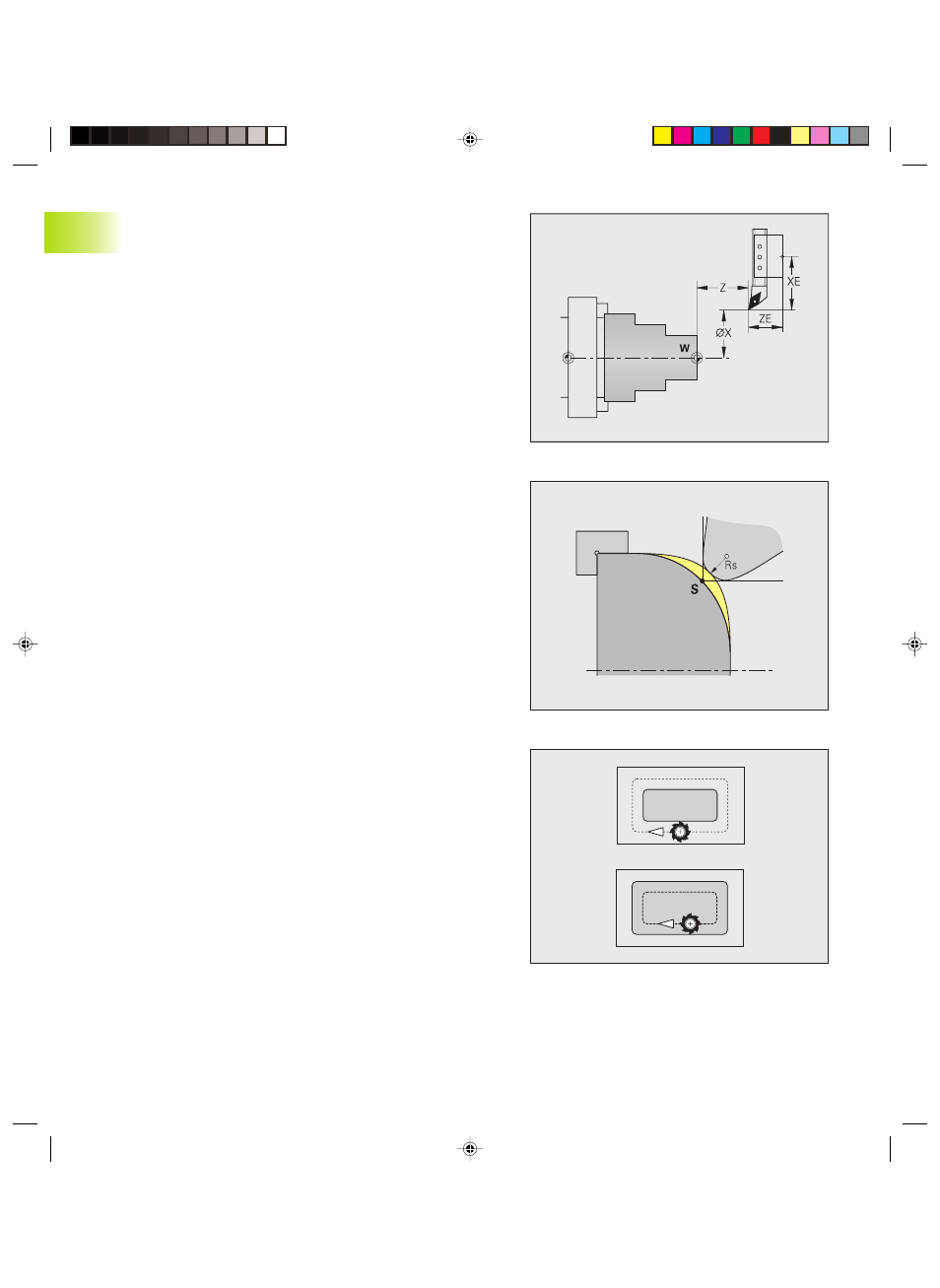
Lunghezza utensile
I valori di posizione programmati e visualizzati si riferiscono alla
distanza tra punta utensile e origine pezzo. Internamente al sistema è
nota solo la posizione assoluta del portautensili (slitta). Per
determinare e visualizzare la posizione della punta dell'utensile il CNC
PILOT necessita delle quote XE e ZE e se si impiegano utensili per
forare e fresare per lavorazioni con l'asse Y anche la quota Y.
Correzioni utensile
Il tagliente dell'utensile si usura durante la lavorazione. Per
compensare tale usura il CNC PILOT gestisce valori di correzione, che
vengono sommati alle quote di lunghezza.
1
.5 Quot
e ut
ensile
Compensazione del raggio del tagliente (SRK)
Gli utensili per tornire presentano un raggio sulla punta. Per la
lavorazione di sfere smussi e raggi ne risultano errori che vengono
corretti dalla compensazione del raggio del tagliente.
I percorsi di traslazione programmati si riferiscono alla punta teorica
del tagliente S. La SRK calcola un nuovo percorso di traslazione, per
compensare tale errore.
Compensazione del raggio della fresa (FRK)
Per la lavorazione di fresatura è determinante il diametro esterno della
fresa per realizzare il profilo. Senza FRK il punto di riferimento per
percorsi di traslazione è rappresentato dal centro della fresa. La FRK
calcola un nuovo percorso di traslazione, l'equidistante, per
compensare tale errore.
3_4290BH1.pm6
21.02.2005, 08:02
10