6 istruzioni di lavorazione, 1 assegnazione profilo - lavorazione, 2 movimento utensile senza lavorazione – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 122: 6 istr uzioni di la v o razione
4 DIN PLUS
110
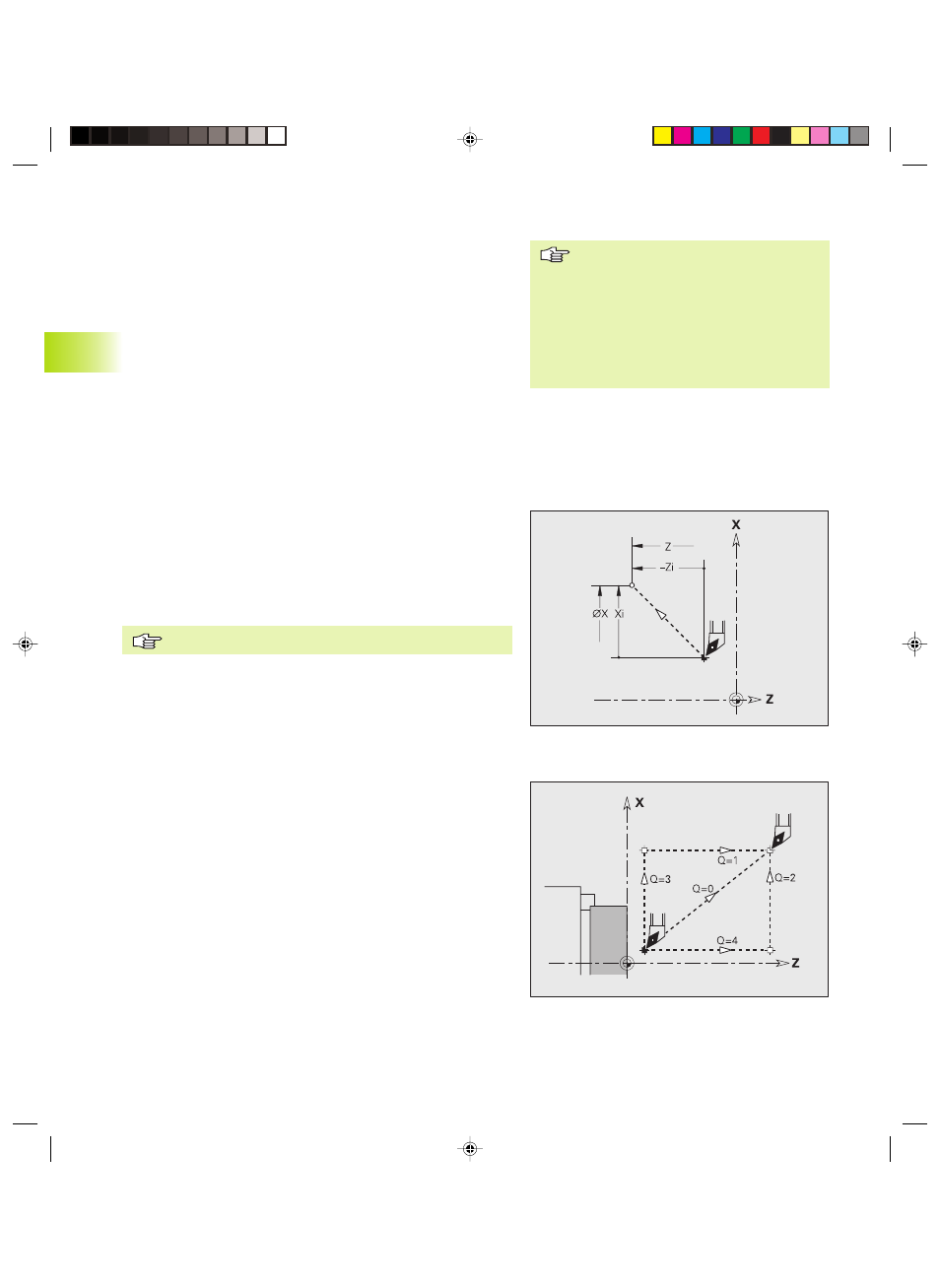
Raggiungimento punto cambio utensile G14
La slitta raggiunge in Rapido il punto di cambio utensile. Le coordinate
di tale punto si definiscono in modalità Predisposizione.
Parametri
Q:
Sequenza – default: 0
0: percorso di traslazione diagonale
1: prima in direzione X , poi Z
2: prima in direzione Z, poi X
3: solo in direzione X
4: solo in direzione Z
Con asse Y: vedi manuale utente ”CNC PILOT 4290 con asse Y”
4.6 Istr
uzioni di la
v
o
razione
4.6.2 Movimento utensile senza lavorazione
Posizionamento in rapido G0
L'utensile trasla in Rapido fino al ”punto di arrivo” seguendo il
percorso più breve.
Parametri
X, Z: Diametro, lunghezza punto di arrivo (X come quota diametro)
Programmazione X, Z: assoluta, incrementale o modale
Con asse Y: vedi manuale utente ”CNC PILOT 4290 con asse Y”
4.6
Istruzioni di lavorazione
4.6.1 Assegnazione profilo - lavorazione
Gruppo pezzi G99
Se in un programma NC sono definiti diverse descrizioni profilo (pezzi),
con l'istruzione G99 si assegna il ”Profilo Q” alla successiva
lavorazione. L'identificativo slitta che precede il blocco NC definisce la
slitta che esegue tale profilo. Se non è stata programmata l'istruzione
G99 (ad esempio all'avvio del programma), tutte le slitte lavorano sul
”Profilo 1”.
Parametri
Q:
Numero pezzo: è definito in PROFILO
D:
Numero mandrino: mandrino che serra il pezzo
X, Z: Spostamento punto zero (riferimento: origine macchina)
■
La simulazione
– posiziona il pezzo sulla base dello
”Spostamento X, Z”
– definisce e posiziona l'elemento di
serraggio sulla base del ”Numero
mandrino D” (G99 non sostituisce G65)
■
Programmare di nuovo G99 se il pezzo
viene trasferito ad un altro mandrino e/o la
posizione si sposta nell'area di lavoro.
6_4290BH4.pm6
21.02.2005, 08:03
110