7 cicli di tornitura, 1 cicli di tornitura relativi al profilo, Cicli di tornitura relativi al profilo – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 134: 7 cicli di t o rnit ur a
4 DIN PLUS
122
4.7 Cicli di t
o
rnit
ur
a
Sgrossatura assiale G810
L'istruzione G810 lavora l'area del profilo descritta da ”NS, NE”. Il
CNC PILOT identifica sulla base della definizione dell'utensile se è
presente una lavorazione esterna o interna. Con ”NS – NE” si
definisce la direzione di lavorazione.
Se il profilo da lavorare è costituito da un solo elemento, vale
quanto segue:
■
Programmato solo NS: lavorazione in direzione della definizione
profilo
■
Programmati NS e NE: lavorazione in direzione opposta a quella
della definizione profilo
Se necessario, è possibile suddividere la superficie di lavorazione in
diverse aree (ad esempio per basi del profilo).
La forma più semplice di programmazione consiste nell'indicazione
di NS, NE e P.
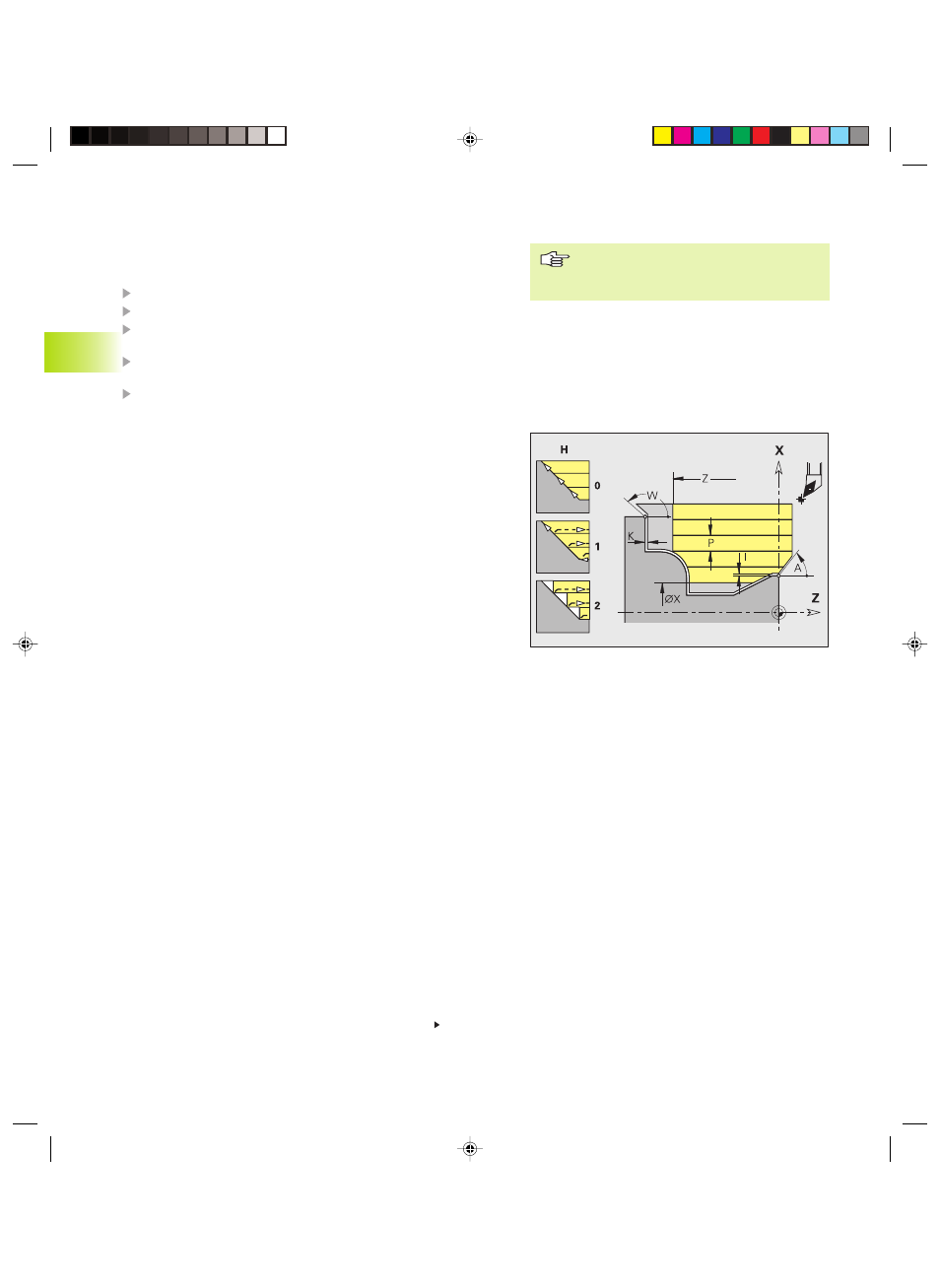
Parametri
NS:
Numero blocco iniziale (inizio della zona del profilo)
NE:
Numero blocco finale (fine della zona del profilo)
P:
Avanzamento massimo
I:
Sovrametallo in direzione X (quota diametro) – default: 0
K:
Sovrametallo in direzione Z – default: 0
E:
Comportamento in entrata
■
E=0: senza lavorazione profili inclinati
■
E>0: avanzamento in entrata
■
Nessuna immissione: riduzione avanzamento in funzione
dell'angolo di entrata, al massimo 50%
X:
Limitazione di taglio in direzione X (quota diametro) – default:
senza limitazione di taglio
Z:
Limitazione di taglio in direzione Z – default: senza limitazione
di taglio
H:
Tipo di allontanamento – default: 0
■
H=0: asportazione dopo ogni passata lungo il profilo
■
H=1: sollevamento a 45°; spianamento profilo dopo l'ultima
passata
■
H=2: sollevamento a 45° – senza spianamento profilo
Continua
Esecuzione ciclo
1 Calcolo delle aree di lavorazione e della
configurazione di taglio (avanzamento)
2 Avanzamento dal punto di partenza per la prima
passata tenendo conto della distanza di sicurezza
(prima in direzione Z, poi X)
3 Traslazione in Avanzamento fino al punto di
arrivo Z
4 In funzione di ”H”:
■
H<0: lavorazione lungo il profilo
■
H=1 o 2: sollevamento a 45°
5 Ritorno in rapido e avanzamento per la passata
successiva
6 Ripetizione di 3...5, fino a raggiungere il ”punto di
arrivo X”
7 Ripetizione, se necessaria, di 2...6, fino a
completare tutte le zone di lavorazione
8 Se H=1: il profilo viene spianato
9 Allontanamento come programmato in ”Q”
4.7
Cicli di tornitura
4.7.1
Cicli di tornitura relativi al profilo
Definizione riferimenti blocco:
Attivare la rappresentazione profilo (softkey GRAFICA)
Posizionare il cursore su NS/NE e premere il softkey AVANTI
Selezionare l'elemento del profilo con ”Freccia a sinistra/Freccia a
destra”
Con ”Freccia su/Freccia giù” si passa da un profilo all'altro (anche
profili della superficie frontale ecc.)
Confermare il numero di blocco dell'elemento del profilo con
ENTER
Premendo ”Freccia su/Freccia giù” il
CNC PILOT considera anche i profili che
non vengono visualizzati sullo schermo.
6_4290BH4.pm6
21.02.2005, 08:03
122