1 d ata base ut ensili – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 398
8 Attrezzature
386
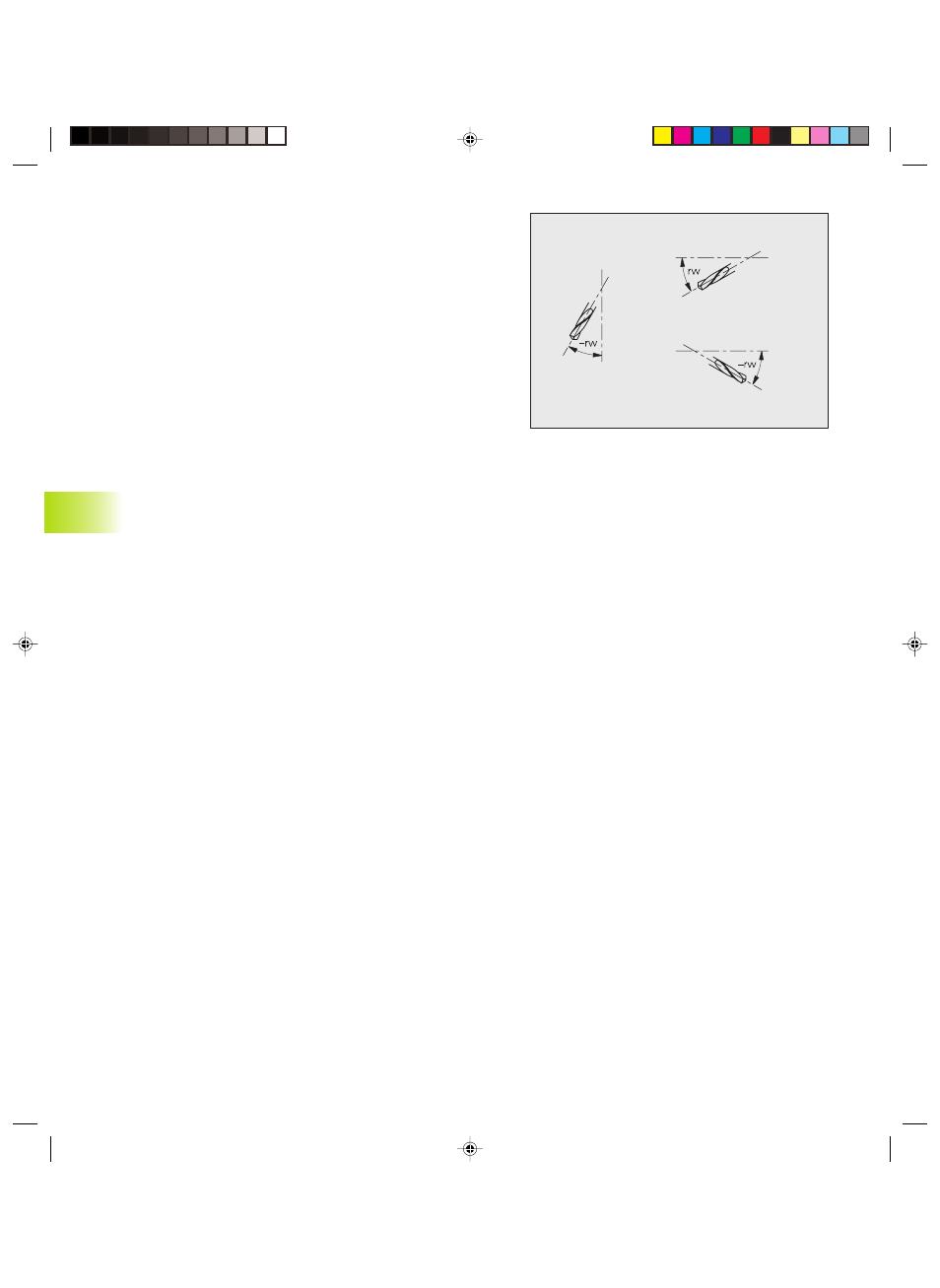
Quotatura ”Angolo di posizione rw”
■
Correzione CSP: velocità di taglio (inglese: cutting speed)
Correzione FDR: avanzamento (inglese: feed rate)
Correzione Deep: profondità di taglio (inglese: deep=profondo)
TURN PLUS moltiplica i valori di taglio definiti nel data base
tecnologia con questi valori di correzione.
■
Tipo attacco: si impiega su torni con diversi attacchi utensile.
L'utensile si impiega se ha lo stesso tipo di attacco (vedi parametro
macchina 511, ...).
■
Interagisce sulla selezione utensile e posizionamento utensile in
TURN PLUS.
■
Le funzioni ”Predisposizione tabella utensili” verificano se
l'utensile può essere impiegato sulla posizione torretta prevista.
■
Angolo di posizione (rw):definisce lo scostamento dalla direzione
di lavorazione principale nel senso positivo matematico (–90° < rw
< +90°).
TURN PLUS utilizza solo utensili per forare e fresare che lavorano
nella direzione dell'asse principale o in perpendicolare all'asse
principale
■
Numero di denti: si impiega per ”Avanzamento al dente G93”
■
Lunghezza sporgenza (ax) – per utensili per forare e fresare:
■
Utensili assiali: ax = distanza origine utensile fino a spigolo
superiore supporto
■
Utensili radiali: ax = distanza origine utensile fino a spigolo
inferiore supporto (anche se la punta o la fresa è serrata in un
mandrino autocentrante)
8.1 D
ata base ut
ensili
a_4290bh8.pm6
21.02.2005, 08:04
386