3 lavorazione completa – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 200
4 DIN PLUS
188
4.18.3 Lavorazione completa
Per lavorazione completa si intende la lavorazione sulla superficie
frontale e sul lato posteriore in un programma NC. Il CNC PILOT
supporta la lavorazione completa per tutte le macchine di normale
configurazione. Sono disponibili funzioni come raccordi a sincronia
angolare con mandrino rotante, traslazione a battuta fissa, scanalatura
controllata e trasformazione delle coordinate. Si garantisce così
l'ottimizzazione dei tempi di lavorazione completa e la semplicità della
programmazione.
Si descrive il profilo tornito, i profili per l'asse C (o asse Y) nonché la
lavorazione completa in un programma NC. Per il riserraggio sono a
disposizione programmi per esperti che tengono conto della
configurazione del tornio. La lavorazione completa può essere
impiegata anche per torni con un mandrino principale.
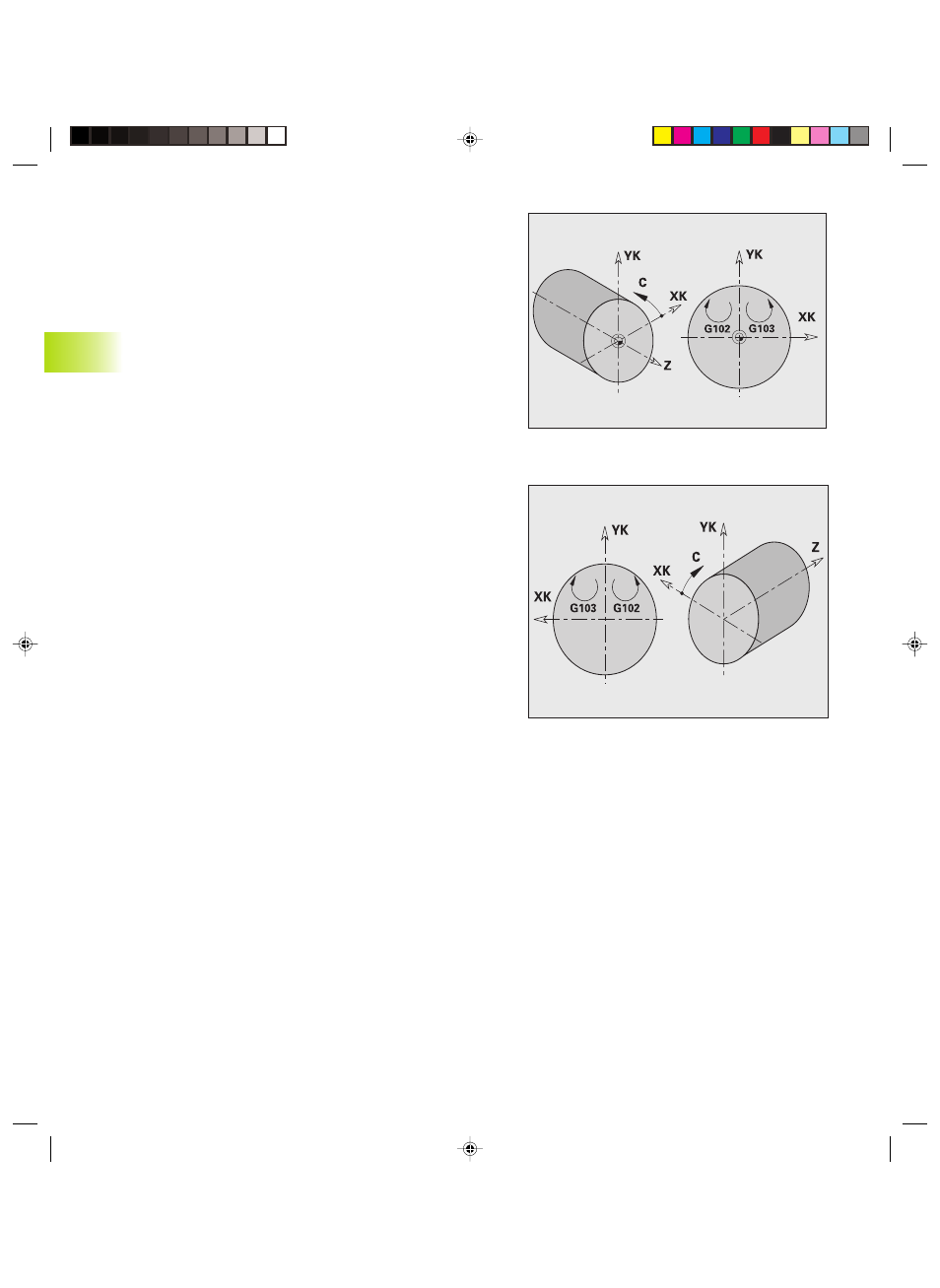
Principi fondamentali
Profili lato posteriore asse C: l'orientamento dell'asse XK e quindi
anche l'orientamento dell'asse C sono ”correlati al pezzo”. Ne
consegue per il lato posteriore:
■
Orientamento asse XK: ”verso sinistra” (superficie frontale
”verso destra”)
■
Orientamento asse C: ”in senso orario”
■
Senso di rotazione per arco G102: ”in senso antiorario”
■
Senso di rotazione per arco G103: ”senso orario”
Profili lato posteriore asse Y: l'orientamento dell'asse X è ”correlato
al pezzo”. Ne consegue per il lato posteriore:
■
Orientamento asse X ”verso sinistra” (superficie frontale ”verso
destra”)
■
Senso di rotazione per arco G2: ”antiorario”
■
Senso di rotazione per arco G3: ”orario”
Tornitura: il CNC PILOT supporta la lavorazione completa con funzioni
di conversione e specularità al fine di rispettare per la lavorazione del
lato posteriore il seguente principio:
■
i movimenti in direzione + si allontanano dal pezzo
■
i movimenti in direzione - si avvicinano al pezzo
Di norma il costruttore della macchina mette a disposizione sul tornio
programmi per esperti specifici per il trasferimento del pezzo.
Superficie frontale
Lato posteriore
4.18 Esempi e note
6_4290BH4.pm6
21.02.2005, 08:03
188