5 p a rametr i di la v o razione – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 370
7 Parametri
358
7.5 P
a
rametr
i di la
v
o
razione
Continua
AAG – Definizione tipo di avvicinamento: relativi parametri di
lavorazione; posizione di cambio: punto di cambio utensile
impostato
■
2: avvicinamento punto cambio utensile con G14.
■
3: avvicinamento posizione di cambio calcolata con G0; TURN
PLUS calcola la posizione di cambio ottimale sulla base dell'utensile
attuale e di quello successivo
■
Limitazione velocità [SMAX]: limitazione globale velocità – In
”Intestazione programma” del programma TURN PLUS è possibile
definire una limitazione inferiore (vedi ”
6.2.2
Intestazione
programma”).
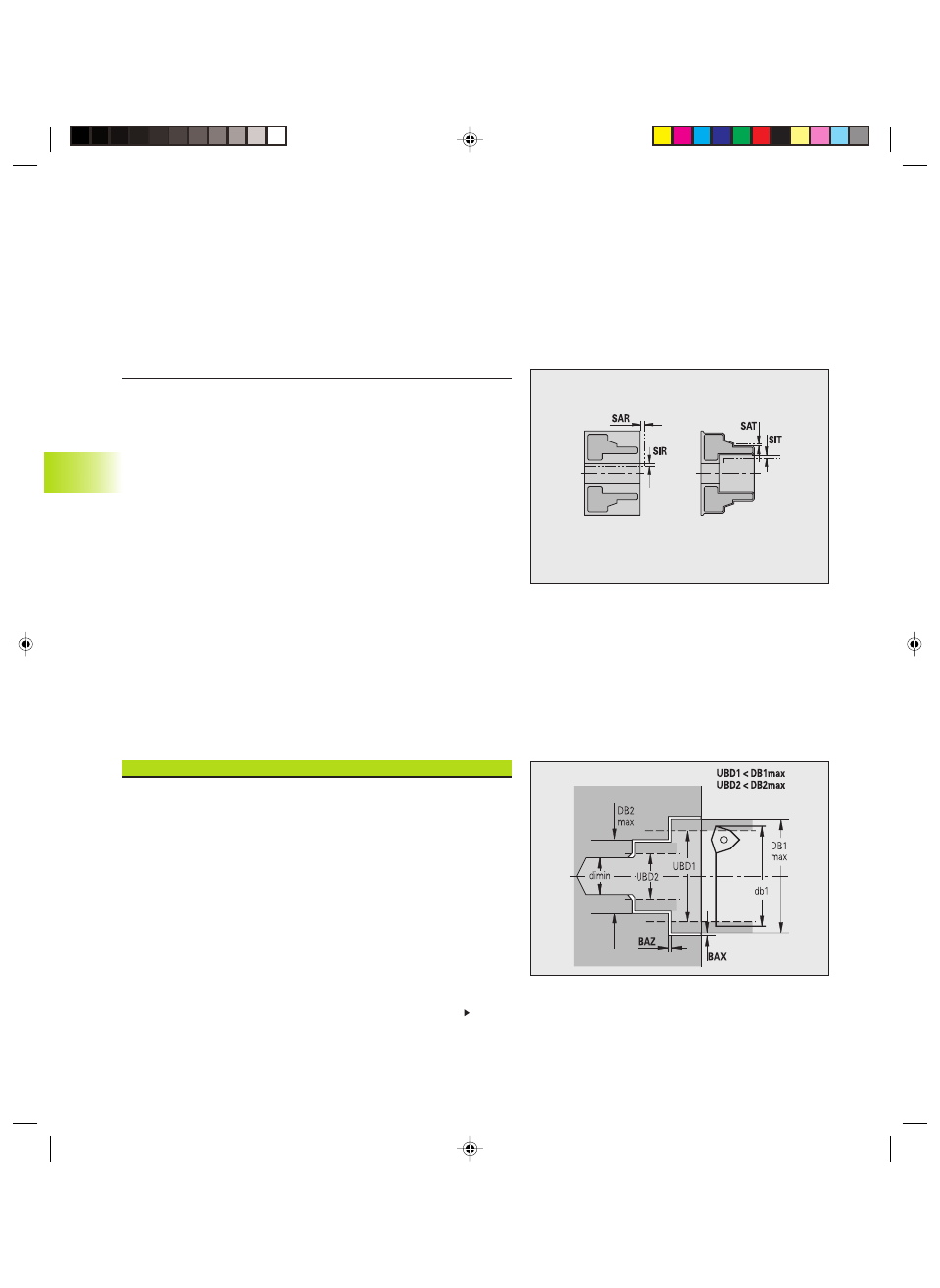
Distanze di sicurezza globali
■
Esterna su parte grezza [SAR] – distanza dalla parte grezza
esterna
■
Interna su parte grezza [SIR] – distanza da parte grezza interna
■
Esterna su parte lavorata [SAT] – distanza da parte esterna
prelavorata
■
Interna su parte lavorata [SIT] – distanza da parte interna
prelavorata
TURN PLUS considera i parametri SAR/SIR per tutte le lavorazioni di
sgrossatura per la tornitura e per la preforatura concentrica.
SAT/SIT sono validi per pezzi prelavorati per:
■
finitura
■
tornitura-troncatura
■
troncatura profilo
■
esecuzione gola
■
filettatura
■
misurazione
3 – Preforatura concentrica
Preforatura – Selezione utensile, sovrametalli
La preforatura viene eseguita in al massimo 3 fasi:
■
1a fase di preforatura (diametro limite UBD1)
■
2a fase di preforatura (diametro limite UBD2)
■
Fase di foratura di finitura
■
1° diametro limite foro [UBD1]
■
1a fase di preforatura: se UBD1 < DB1max
■
Selezione utensile: UBD1 <= db1 <= DB1max
■
2° diametro limite foro [UBD2]
■
2a fase di preforatura: se UBD2 < DB2max
■
Selezione utensile: UBD2 <= db2 <= DB2max
■
Foratura di finitura viene eseguita con: dimin <= UBD2
■
Selezione utensile: db = dimin
9_4290BH7.pm6
21.02.2005, 08:04
358