HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 309
HEIDENHAIN CNC PILOT 4290
297
6.12 Gener
azione int
er
at
tiv
a del piano di la
v
o
ro
(IA
G)
Posizione recupero in Z (LD):
■
0: posizione di recupero in quota macchina 1
■
1..6: posizione di recupero in quota macchina 1..6
■
≠
0..6: posizione di recupero – calcolo valore proposto: vedi
disegno
Posizione di lavoro in Z (LE): valore proposto: offset punto zero ad es.
da parametro macchina 1164 per asse Z $1
Lunghezza parte finita (LF): da descrizione pezzo
Distanza spigolo di battuta (LH): distanza punto di riferimento
portapezzo – spigolo di battuta ganascia, definita dal secondo
serraggio
Percorso di avanzamento minimo (I):
■
senza traslazione a battuta fissa: distanza di sicurezza sul
pezzo da recuperare – valore proposto: da ”Distanza di
sicurezza su parte grezza” (parametro di lavorazione 2)
■
con traslazione a battuta fissa: consultare il manuale della
macchina
Percorso di avanzamento massimo (J):
■
nessuna immissione: senza traslazione a battuta fissa
■
con immissione: con traslazione a battuta fissa –
significato dei parametri I e J: consultare il manuale della
macchina
1, se 2 pz (U): è irrilevante
Continua
Procedura scanalatura e trasferimento pezzo:
Si seleziona l'elemento verticale su cui deve essere
eseguita la scanalatura. TURN PLUS apre la
finestra di dialogo del programma per esperti.
Verificare/completare i parametri ”Scanalatura”
Dopo aver confermato con ”OK” si avvia la
scanalatura
Definire i dati e la posizione degli elementi per il
secondo serraggio
Verificare/completare i parametri ”Trasferimento
pezzo”
Dopo aver confermato con ”OK” si avvia il
trasferimento del pezzo
TURN PLUS imposta i parametri definiti come
proposta di valori. Verificare o integrare i valori.
Il significato dei parametri di trasferimento
dipende dal nome del programma per
esperti.
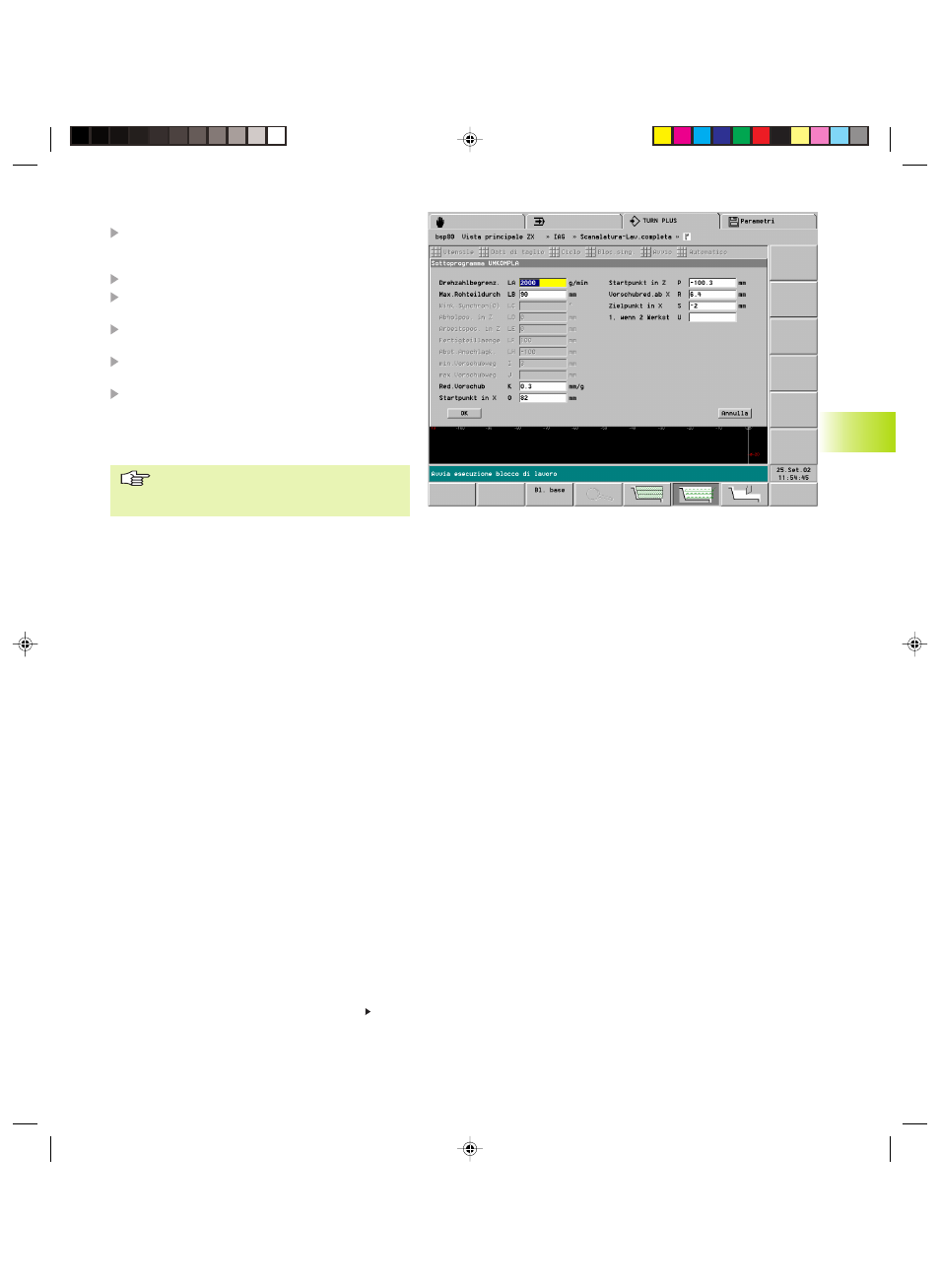
Parametri di trasferimento del programma per
esperti ”UMKOMPLA”
”Scanalatura” (vedi disegno)
Limitazione numero di giri (LA): per l'operazione di
scanalatura
Diametro massimo parte grezza (LB): valore
proposto: da descrizione pezzo
Avanzamento ridotto (K): per l'operazione di
scanalatura
■
0: senza riduzione avanzamento
■
>0: avanzamento (ridotto)
Punto di partenza in X (O): per l'operazione di
scanalatura; valore proposto: da descrizione
pezzo
Punto di partenza in Z (P): per l'operazione di
scanalatura; elemento verticale da
”selezione”
”Trasferimento pezzo” (vedi anche ”
6.11
Attrezzaggio – Riserraggio”)
Sincronizzazione numero di giri o angolare (LC):
■
0: sincronizzazione angolare senza offset
angolare
■
>0: sincronizzazione angolare con offset
angolare predefinito
■
<0: sincronizzazione numero di giri
8_4290BH6.pm6
21.02.2005, 08:03
297