1 1 cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 165
HEIDENHAIN CNC PILOT 4290
153
4.1
1 Cicli di fr
esat
ur
a
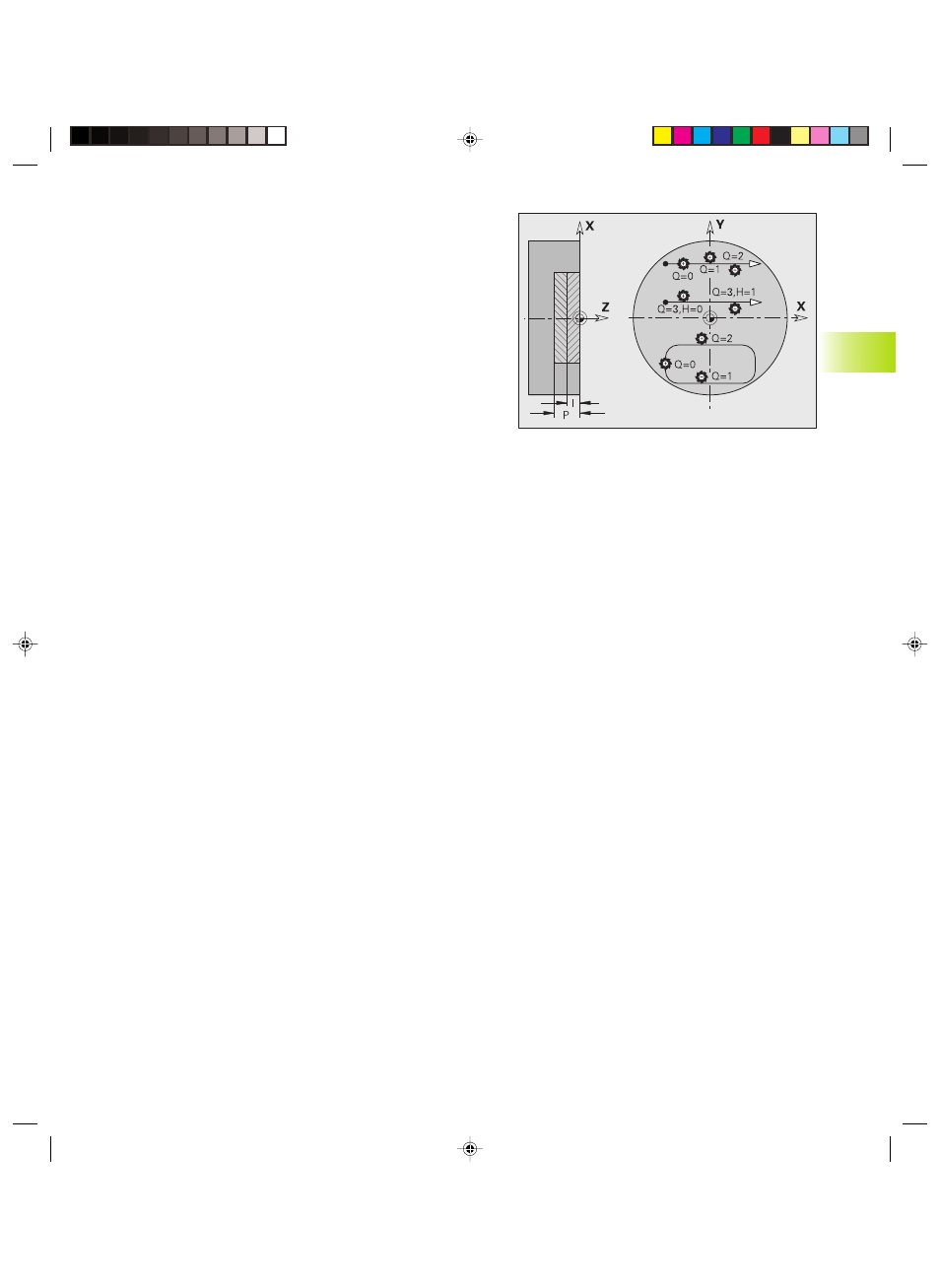
Parametri
Q:
Tipo ciclo (= punto di fresatura)
■
Q=0: centro fresa sul profilo (senza FRK)
■
Q=1 – profilo chiuso: fresatura interna
■
Q=1 – profilo aperto: a sinistra in direzione di lavorazione;
zone successive che si intersecano non vengono lavorate
■
Q=2 – profilo chiuso: fresatura esterna
■
Q=2 – profilo aperto: a destra in direzione di lavorazione;
zone successive che si intersecano non vengono lavorate
■
Q=3 (con profili aperti): in funzione della ”Direzione di
fresatura H” e del senso di rotazione della fresa il profilo viene
fresato a sinistra o a destra (vedi tabella)
■
Q=4 – profilo chiuso: fresatura interna
■
Q=4 – profilo aperto: a sinistra in direzione di lavorazione;
zone successive che si intersecano vengono lavorate
■
Q=5 – profilo chiuso: fresatura esterna
■
Q=5 – profilo aperto: a destra in direzione di lavorazione;
zone successive che si intersecano vengono lavorate
NS:
Numero blocco – Inizio sezione profilo
■
Matrici: numero blocco matrice
■
”Profilo libero”: primo elemento del profilo (non punto di
partenza)
NE:
Numero blocco – Fine sezione profilo
■
Matrici, profili chiusi: nessuna immissione
■
Profili aperti: ultimo elemento del profilo
■
Profilo composto da un solo elemento: nessuna immissione
H:
Direzione di fresatura – default: 0
■
H=0: discorde
■
H=1: concorde
I:
Avanzamento (massimo) – default: fresatura in un
avanzamento
F:
Avanzamento di lavorazione (avanzamento in profondità) –
default: avanzamento attivo
E:
Avanzamento ridotto per elementi circolari – default:
avanzamento attuale
R:
Raggio arco di avvicinamento/allontanamento – default: 0
■
R=0: l'elemento del profilo viene raggiunto direttamente;
avanzamento su punto di avvicinamento al di sopra del piano
di fresatura – quindi avanzamento verticale in profondità
■
R>0: la fresa percorre l'arco di avvicinamento/
allontanamento che si unisce tangenzialmente all'elemento
del profilo
■
R<0 per spigoli interni: la fresa percorre l'arco di
avvicinamento/allontanamento che si unisce tangenzialmente
all'elemento del profilo
■
R<0 per spigoli esterni: avvicinamento/allontanamento
tangenziale all'elemento del profilo
P:
Profondità di fresatura
■
Fresatura, finitura – default: profondità di fresatura da
descrizione profilo
■
Sbavatura: profondità di entrata dell'utensile
K:
Piano di ritorno – default: ritorno alla posizione
di partenza
■
Lato frontale o posteriore: posizione di
ritorno in direzione Z
■
Superficie cilindrica: posizione di ritorno in
direzione X (quota diametro)
B:
Larghezza smusso per sbavatura spigoli
superiori (segno irrilevante)
J:
Diametro di prelavorazione (diametro fresa da
lavorazione di fresatura)
■
Necessario per sbavatura di profili aperti
■
Assente se il diametro dell'utensile per
sbavare e quello dell'utensile per fresare sono
identici
D, V: Inizio, fine numero elemento per matrici (solo
se vengono lavorate matrici parziali)
Numeri elemento per matrici:
Direzione di descrizione profilo per matrici: ”senso
antiorario”.
■
Rettangoli, poligoni e scanalatura lineare:
l'”angolo di orientamento” (angolo rispetto ad
asse longitudinale o a un lato del poligono) guarda
sul primo elemento del profilo
■
Scanalatura circolare: l'arco maggiore è il primo
elemento del profilo
■
Cerchio: il semicerchio superiore è il primo
elemento del profilo
6_4290BH4.pm6
21.02.2005, 08:03
153