11 cicli di fresatura, 1 1 cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 164
4 DIN PLUS
152
4.11 Cicli di fresatura
Fresatura profilo G840
L'istruzione G840 fresa, rifinisce, incide o sbava matrici o ”profili
liberi” (profili aperti o chiusi) delle sezioni programma:
■
SUPERFICIE FRONTALE
■
LATO POSTERIORE
■
SUPERFICIE CILINDRICA
NS/NE definisce la sezione e la direzione del profilo. Per profili chiusi
non si programma NE. Con un singolo elemento del profilo
programmando NS e NE si ottiene un'inversione della direzione del
profilo.
Sulla direzione di fresatura e sulla compensazione del raggio della
fresa (FRK) si interagisce con il ”Tipo ciclo Q”, la ”Direzione di
fresatura H” e il senso di rotazione della fresa (vedi tabella).
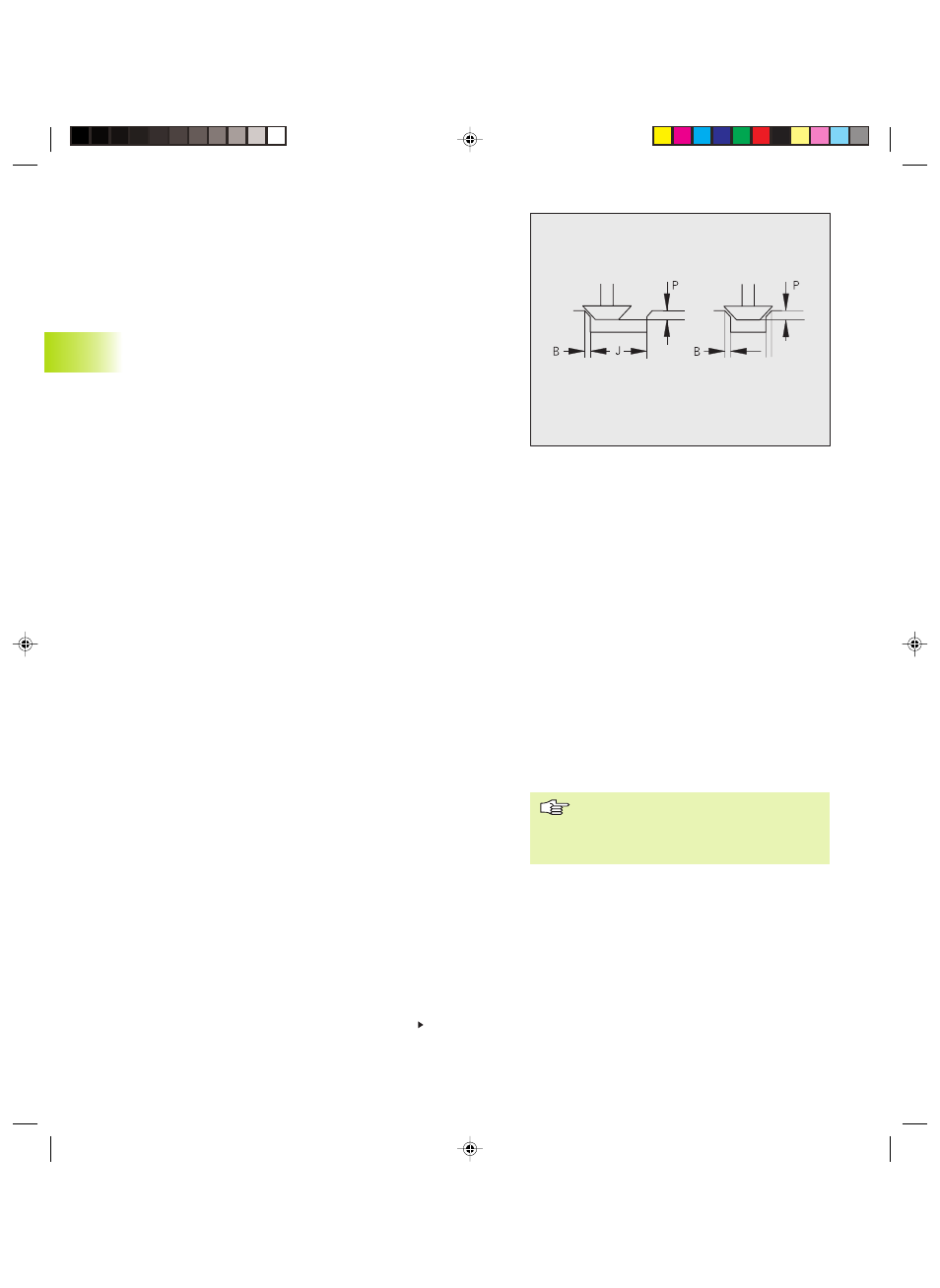
Sbavatura
L'istruzione G840 esegue una sbavatura se si programma ”Larghezza
smusso B”. ”Profondità di fresatura P” determina la profondità di
entrata dell'utensile; è assente l'”Avanzamento I”.
”Diametro di prelavorazione J” (vedi figura):
■
Profilo aperto – J programmato: il profilo viene ”completamente”
sbavato. Premessa: l'utensile per sbavare presenta un diametro
inferiore di quello per fresare.
■
Profilo aperto – stesso diametro utensile per sbavare e fresare: J
assente
■
Profilo chiuso: il lato programmato con ”Tipo ciclo Q” viene
sbavato; J assente.
Gli altri parametri vengono di norma programmati come per la
fresatura del profilo.
Avvicinamento e allontanamento
Con profili chiusi il piede di perpendicolare della posizione utensile sul
primo elemento del profilo è la posizione di avvicinamento e
allontanamento. Se non è possibile definire la perpendicolare, il punto
di partenza del primo elemento è la posizione di avvicinamento e
allontanamento.
Per matrici è possibile selezionare con ”Inizio/Fine elemento numero
D/V” l'elemento di avvicinamento/allontanamento o lavorare parti della
matrice.
Sovrametallo
Un sovrametallo G58 ”sposta” il profilo da fresare nella direzione
predefinita con ”Tipo ciclo”. ”Fresatura interna” (profilo chiuso) sposta
il profilo verso l'interno, ”Fresatura esterna” verso l'esterno. Per profili
aperti il profilo viene spostato a sinistra o a destra in funzione del tipo
di ciclo.
Continua
4.1
1 Cicli di fr
esat
ur
a
■
Con ”Tipo ciclo Q=0” i sovrametalli non
vengono considerati.
■
Sovrametalli G57 e sovrametalli G58
negativi: non vengono considerati.
Esecuzione ciclo
1 Posizione di partenza (X, Z, C) = posizione prima del
ciclo
2 Calcolo degli avanzamenti per profondità di
fresatura
3 Avvicinamento a distanza di sicurezza e
avanzamento per la prima profondità di fresatura
4 Fresatura profilo
5
■
Con profili aperti e scanalature con larghezza =
diametro fresa: avanzamento per la successiva
passata di fresatura e fresatura del profilo in
direzione opposta.
■
Con profili chiusi e scanalature: sollevamento
della distanza di sicurezza, avvicinamento e
avanzamento per la successiva profondità di
fresatura.
6 Ripetizione di 4...5, fino a completare la fresatura
dell'intero profilo
7 Ritorno in conformità a ”Piano di ritorno K”
6_4290BH4.pm6
21.02.2005, 08:03
152