5 istr uzioni di g eometr ia – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 102
4 DIN PLUS
90
Filetto (generico) G37-Geo
Definisce i tipi di filetto elencati. Sono possibili filetti a più principi o
filetti concatenati. Per concatenare i filetti programmare in
successione diversi blocchi G01/G34.
Parametri
Q:
Tipo filetto – default: 1
■
Q=1: filetto fine metrico ISO (DIN 13 parte 2, serie 1)
■
Q=2: filetto metrico ISO (DIN 13 parte 1, serie 1)
■
Q=3: filetto conico metrico ISO (DIN 158)
■
Q=4: filetto fine conico metrico ISO (DIN 158)
■
Q=5: filetto trapezoidale metrico ISO (DIN 103 parte 2, serie 1)
■
Q=6: filetto trapezoidale metrico piatto (DIN 380 parte 2, serie 1)
■
Q=7: filetto a denti di sega metrico (DIN 513 parte 2, serie 1)
■
Q=8: filetto circolare cilindrico (DIN 405 parte 1, serie 1)
■
Q=9: filetto Whitworth cilindrico (DIN 11)
■
Q=10: filetto Whitworth conico (DIN 2999)
■
Q=11: filetto gas Whitworth (DIN 259)
■
Q=12: filetto non standardizzato
■
Q=13: filetto grezzo UNC US
■
Q=14: filetto fine UNF US
■
Q=15: filetto extrafine UNEF US
■
Q=16: filetto gas conico NPT US
Filetto (standard) G34-Geo
Filetto interno o esterno semplice o concatenato (filetto fine metrico
ISO DIN 13 serie 1). Il CNC PILOT calcola tutti i valori necessari.
Per concatenare i filetti programmare in successione diversi blocchi
G01/G34.
Parametri
F:
Passo filetto – Nessuna immissione: passo come da tabella
standard
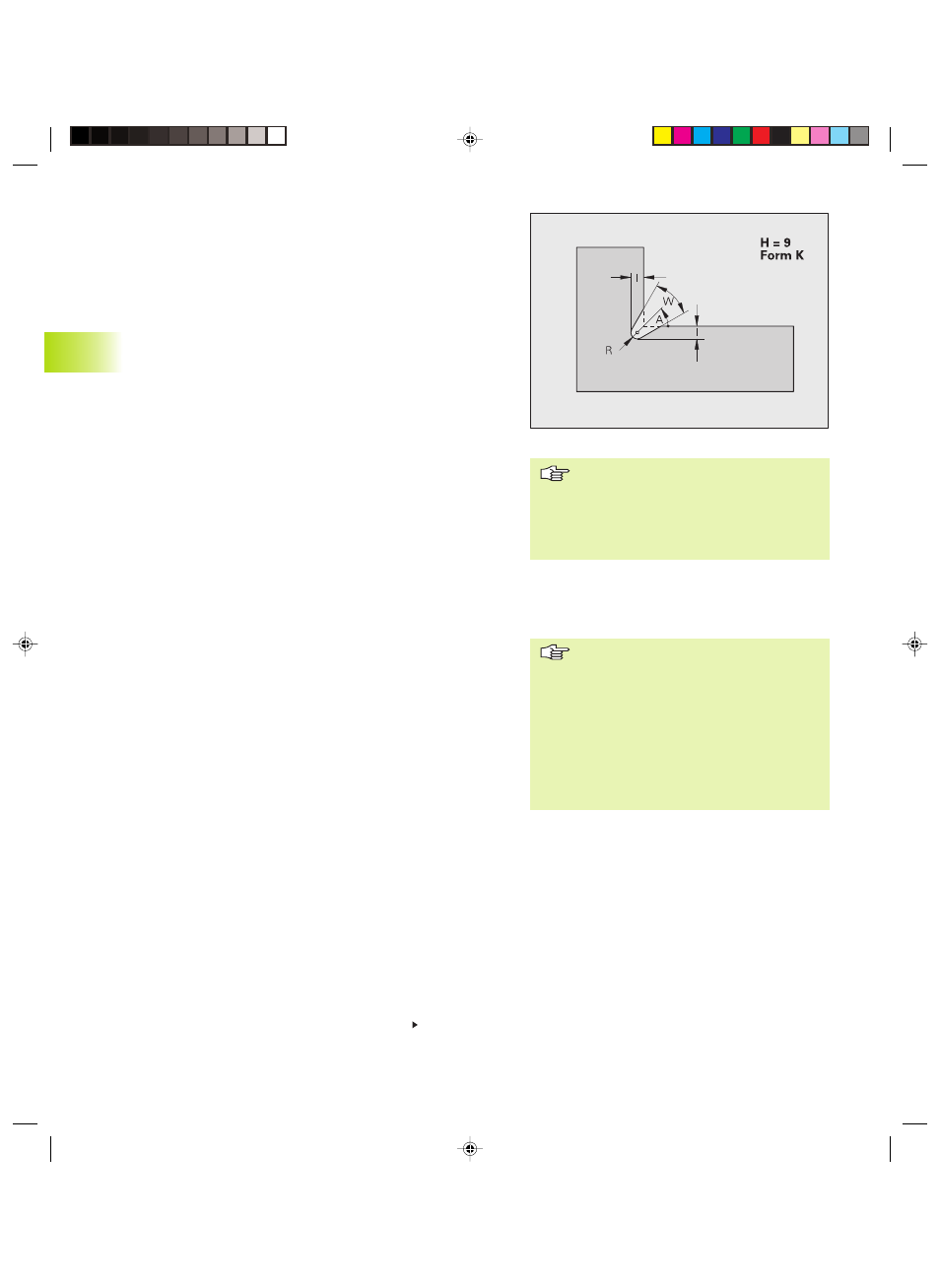
Scarico Forma K (H=9)
Parametri
I:
Profondità scarico
R:
Raggio scarico – Nessuna immissione: l'elemento circolare non
viene eseguito
W:
Angolo scarico
A:
Angolo rispetto ad asse longitudinale – default: 45°
■
Prima dell'istruzione G34 o nel blocco
NC con G34 occorre programmare come
elemento di riferimento un elemento
lineare del profilo.
■
Il filetto viene lavorato con l'istruzione
G31.
■
Prima dell'istruzione G37 occorre
programmare come elemento di
riferimento un elemento lineare del profilo.
■
Il filetto viene lavorato con l'istruzione
G31.
■
Per filetti a norma i parametri P, R, A e
W vengono definiti dal CNC PILOT (vedi
”
11.1.4
Parametri filetto”).
■
Utilizzare Q=12, se si desidera
impiegare parametri personalizzati.
Continua
4.5 Istr
uzioni di g
eometr
ia
6_4290BH4.pm6
21.02.2005, 08:03
90