10 esempi di programmazione, Esempio: cicli per la conversione delle coordinate, Esempi di programmazione – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 279: Esempi di programmazione 10.10
Esempi di programmazione 10.10
10
TNC 640 | Manuale utente programmazione di cicli | 4/2015
279
10.10
Esempi di programmazione
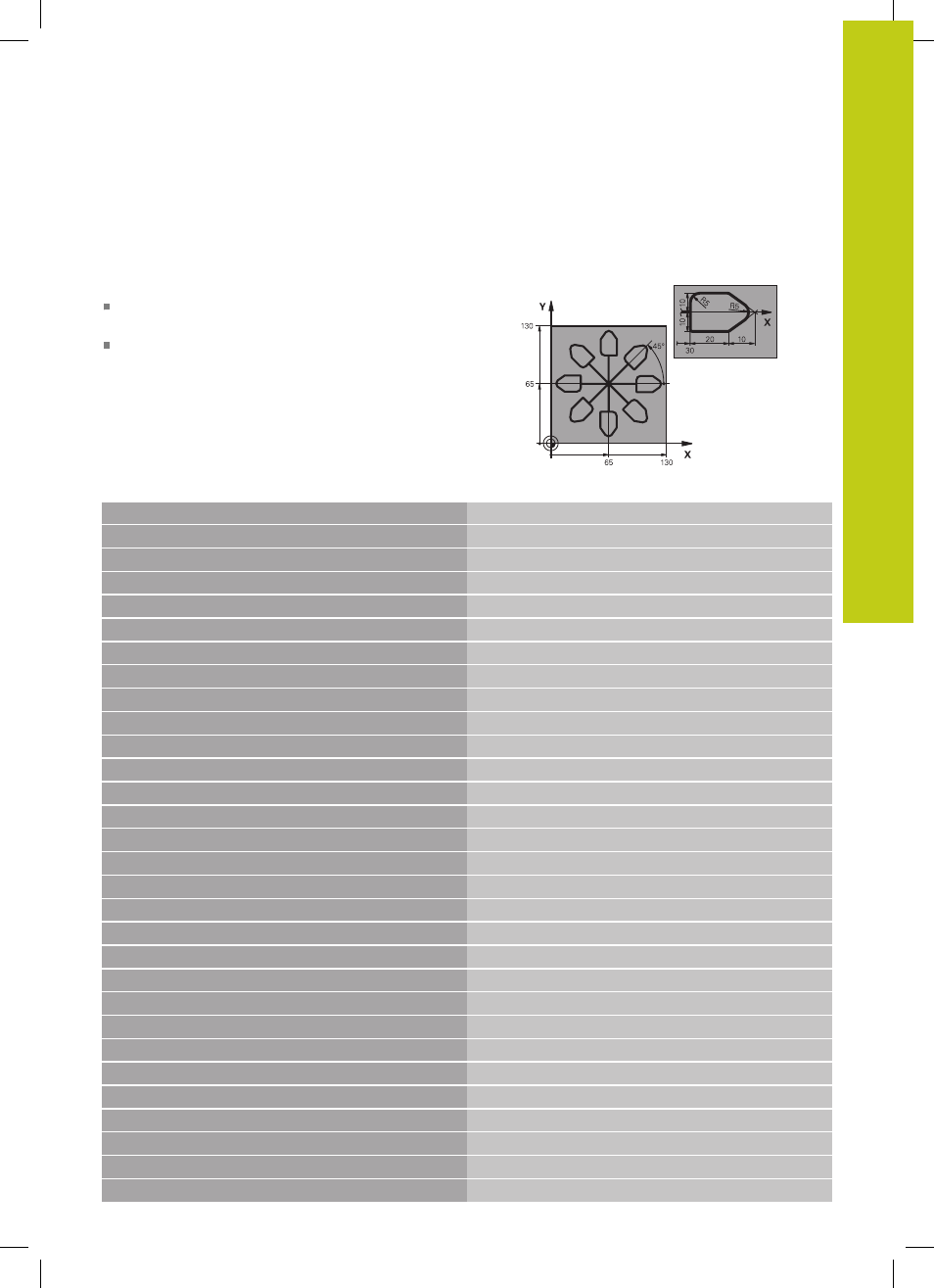
Esempio: cicli per la conversione delle coordinate
Esecuzione del programma
Conversione delle coordinate nel programma
principale
Lavorazione nel sottoprogramma
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definizione pezzo grezzo
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL CALL 1 Z S4500
Chiamata utensile
4 L Z+250 R0 FMAX
Disimpegno utensile
5 CYCL DEF 7.0 ORIGINE
Traslazione dell'origine al centro
6 CYCL DEF 7.1 X+65
7 CYCL DEF 7.2 Y+65
8 CALL LBL 1
Chiamata lavorazione di fresatura
9 LBL 10
Impostazione label per la ripetizione di blocchi di programma
10 CYCL DEF 10.0 ROTAZIONE
Rotazione di 45°, valore incrementale
11 CYCL DEF 10.1 IROT+45
12 CALL LBL 1
Chiamata lavorazione di fresatura
13 CALL LBL 10 REP 6/6
Salto di ritorno al LBL 10; in totale 6 volte
14 CYCL DEF 10.0 ROTAZIONE
Annullamento della rotazione
15 CYCL DEF 10.1 ROT+0
16 CYCL DEF 7.0 ORIGINE
Annullamento dello spostamento origine
17 CYCL DEF 7.1 X+0
18 CYCL DEF 7.2 Y+0
19 L Z+250 R0 FMAX M2
Disimpegno utensile, fine programma
20 LBL 1
Sottoprogramma 1
21 L X+0 Y+0 R0 FMAX
Definizione della lavorazione di fresatura
22 L Z+2 R0 FMAX M3
23 L Z-5 R0 F200
24 L X+30 RL
25 L IY+10
26 RND R5
27 L IX+20
28 L IX+10 IY-10
29 RND R5