Definizione dell'utensile – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 296
Cicli: funzioni speciali
11.6
TORNITURA IN INTERPOLAZIONE FINITURA PROFILO (ciclo 292,
DIN/ISO: G292, opzione software 96)
11
296
TNC 640 | Manuale utente programmazione di cicli | 4/2015
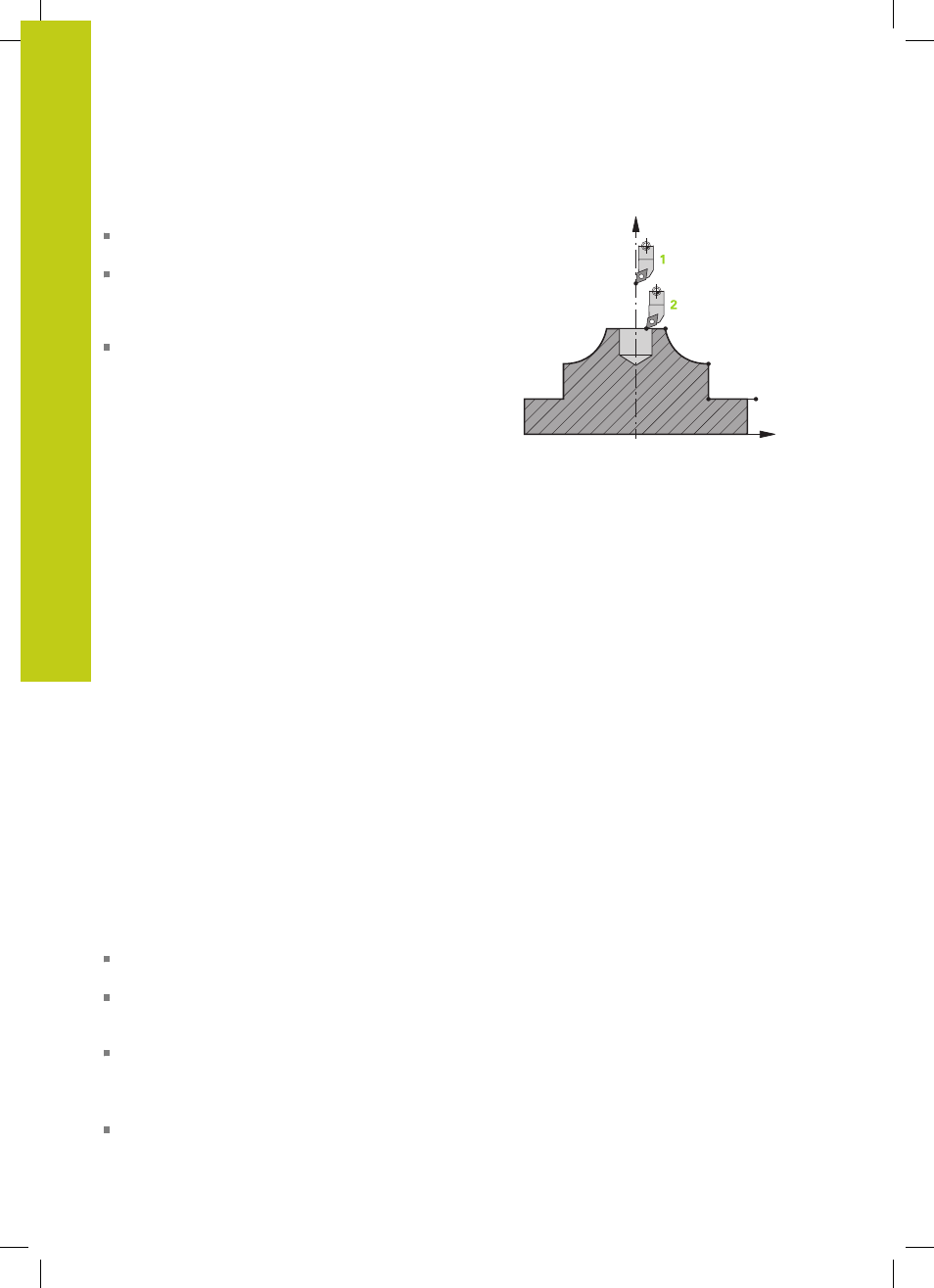
Lavorazione esterna
Il centro di rotazione è la posizione dell'utensile alla
chiamata del ciclo nel piano di lavoro
1
A partire dall'avvio del ciclo non bisogna spostare
né la pacchetta né il centro del mandrino nell'asse
di rotazione.
Prestare particolare attenzione durante
la descrizione del profilo!
2
Il profilo descritto non viene prolungato
automaticamente di una distanza di sicurezza. Un
prolungamento del profilo deve essere programmato
nel sottoprogramma. Nella direzione dell'asse
utensile il TNC esegue il posizionamento all'inizio
della lavorazione in rapido sul punto di partenza del
profilo!
Sul punto di partenza del profilo non deve
rimanere del materiale!
Tenere presente altri punti per la programmazione del
profilo interno descritti di seguito.
–
Programmare coordinate radiali uniformemente
crescenti e coordinate assiali uniformemente
discendenti, ad es. 1-5.
–
Programmare le coordinate radiali uniformemente
discendenti e coordinate assiali uniformemente
crescenti, ad es. 5-1.
–
Programmare i profili esterni con un raggio
maggiore di 0.
Z
X
1
2
3
4
5
Definizione dell'utensile
Panoramica
A seconda del valore immesso per il parametro Q560, il profilo
può essere fresato (Q560=0) o tornito (Q560=1). Per la relativa
lavorazione sono disponibili diverse possibilità per definire l'utensile
nella relativa tabella. Sono di seguito descritte tali possibilità.
Accoppiamento mandrino off, Q560=0
Fresatura: definire l'utensile per fresare come di consueto nella
tabella utensili, con lunghezza, raggio, raggio dello spigolo ecc.
Accoppiamento mandrino on, Q560=1
Tornitura: i dati geometrici dell'utensile per tornire vengono trasferiti
nei dati di un utensile per fresare. Ne risultano le seguenti tre
possibilità:
definire l'utensile per tornire nella tabella utensili (tool.t) come
utensile per fresare
definire l'utensile per fresare nella tabella utensili (tool.t) come
utensile per fresare (per impiegarlo poi come utensile per
tornire)
definire l'utensile per tornire nella relativa tabella utensili
(toolturn.trn)
Sono di seguito riportate indicazioni su queste tre possibilità della
definizione utensili.
Definire l'utensile per tornire nella tabella utensili (tool.t)
come utensile per fresare
Se si lavora senza opzione 50, definire l'utensile per tornire
nella tabella utensili (tool.t) come utensile per fresare. In tal