Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 299
TORNITURA IN INTERPOLAZIONE (ciclo 291, DIN/ISO: G291,
opzione software 96)
11.7
11
TNC 640 | Manuale utente programmazione di cicli | 4/2015
299
11.7
TORNITURA IN INTERPOLAZIONE
(ciclo 291, DIN/ISO: G291, opzione
software 96)
Esecuzione del ciclo
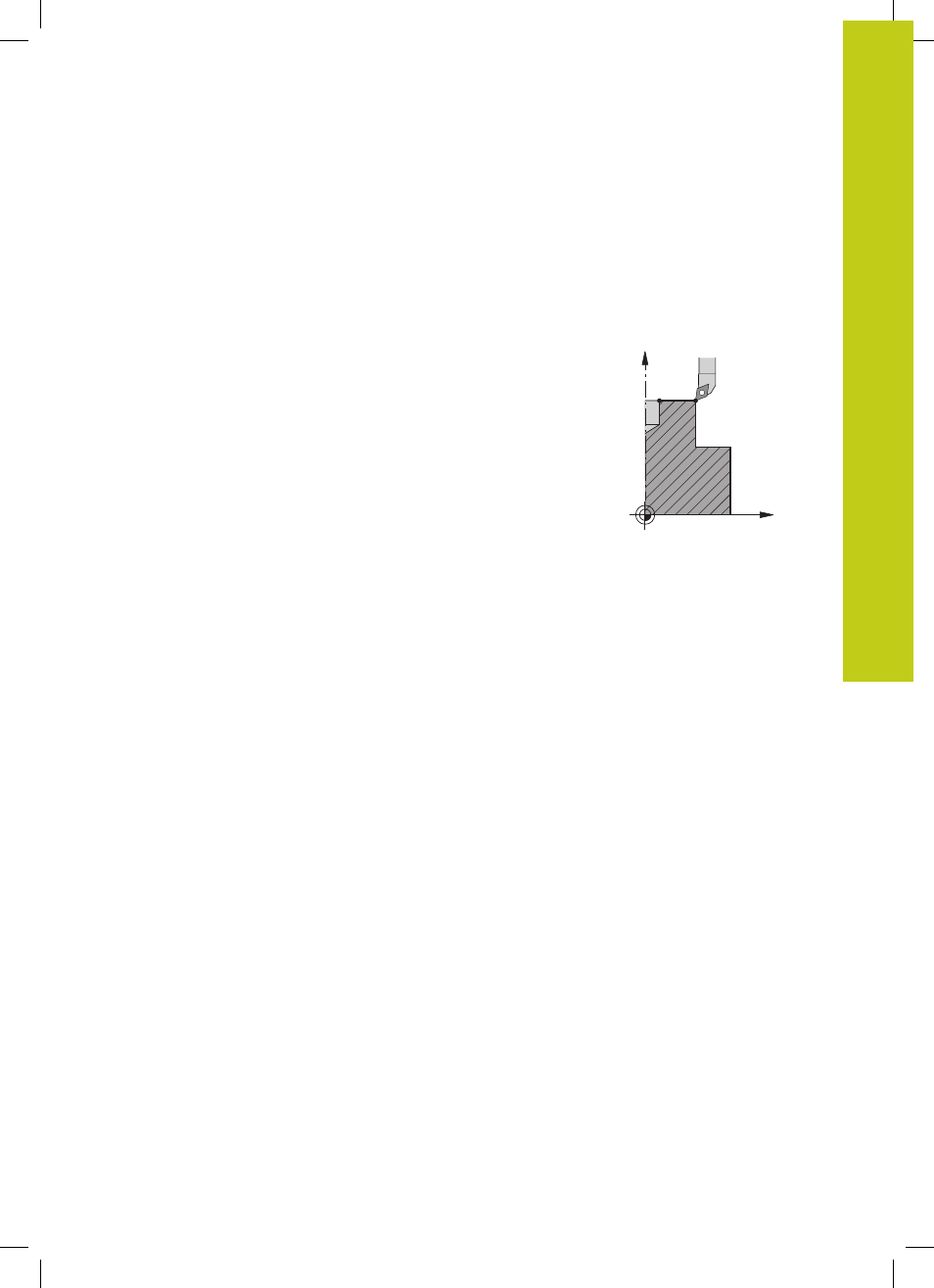
Il ciclo 291 TORNITURA IN INTERPOLAZIONE accoppia il mandrino
dell'utensile alla posizione degli assi lineari ovvero scollega di
nuovo tale accoppiamento mandrino. In Tornitura in interpolazione
l'orientamento del tagliente è rivolto verso il centro del cerchio.
Il centro di rotazione si indica nel ciclo con le coordinate Q216 e
Q217. Il ciclo 291 TORNITURA IN INTERPOLAZIONE viene eseguito
in modalità di fresatura ed è CALL attivo.
Esecuzione del ciclo se Q560=1:
1 Il TNC esegue dapprima un arresto mandrino (M5)
2 Il TNC allinea il mandrino dell'utensile al centro di rotazione
indicato. Viene considerato l'angolo indicato di orientamento
mandrino Q336. Se definito, viene considerato anche il valore
"ORI", eventualmente indicato nella tabella utensili.
3 Il mandrino dell'utensile è ora accoppiato alla posizione degli
assi lineari. Il mandrino segue la posizione nominale degli assi
principali
4 Per concludere l'accoppiamento deve essere disabilitato
dall'operatore. (Con ciclo 291 o con nuova selezione del
programma)
Esecuzione del ciclo se Q560=0:
1 Il TNC scollega l'accoppiamento mandrino
2 Il mandrino dell'utensile non è più accoppiato alla posizione degli
assi lineari.
3 La lavorazione con il ciclo 291 Tornitura in interpolazione è
terminata.
4 Se Q560=0, i parametri Q336, Q216, Q217 non sono rilevanti