Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 301
TORNITURA IN INTERPOLAZIONE (ciclo 291, DIN/ISO: G291,
opzione software 96)
11.7
11
TNC 640 | Manuale utente programmazione di cicli | 4/2015
301
Parametri ciclo
ACCOPPIAMENTO MANDRINO (0, 1) Q560: definire
se il mandrino utensile viene accoppiato alla
posizione degli assi lineari. Con accoppiamento
mandrino attivo l'orientamento di un tagliente
utensile è rivolto verso il centro di rotazione.
0
: accoppiamento mandrino off
1
: accoppiamento mandrino on
ANGOLO ORIENTAMENTO MANDRINO Q336: il TNC
allinea l'utensile a questa angolazione prima della
lavorazione. Se si lavora con un utensile per tornire,
un tagliente viene allineato in modo tale da essere
rivolto verso il centro di rotazione. Se nella tabella
utensili viene definito il valore "ORI", anche questo
viene considerato per l'orientamento del mandrino.
Campo di immissione da 0,000 a 360,000
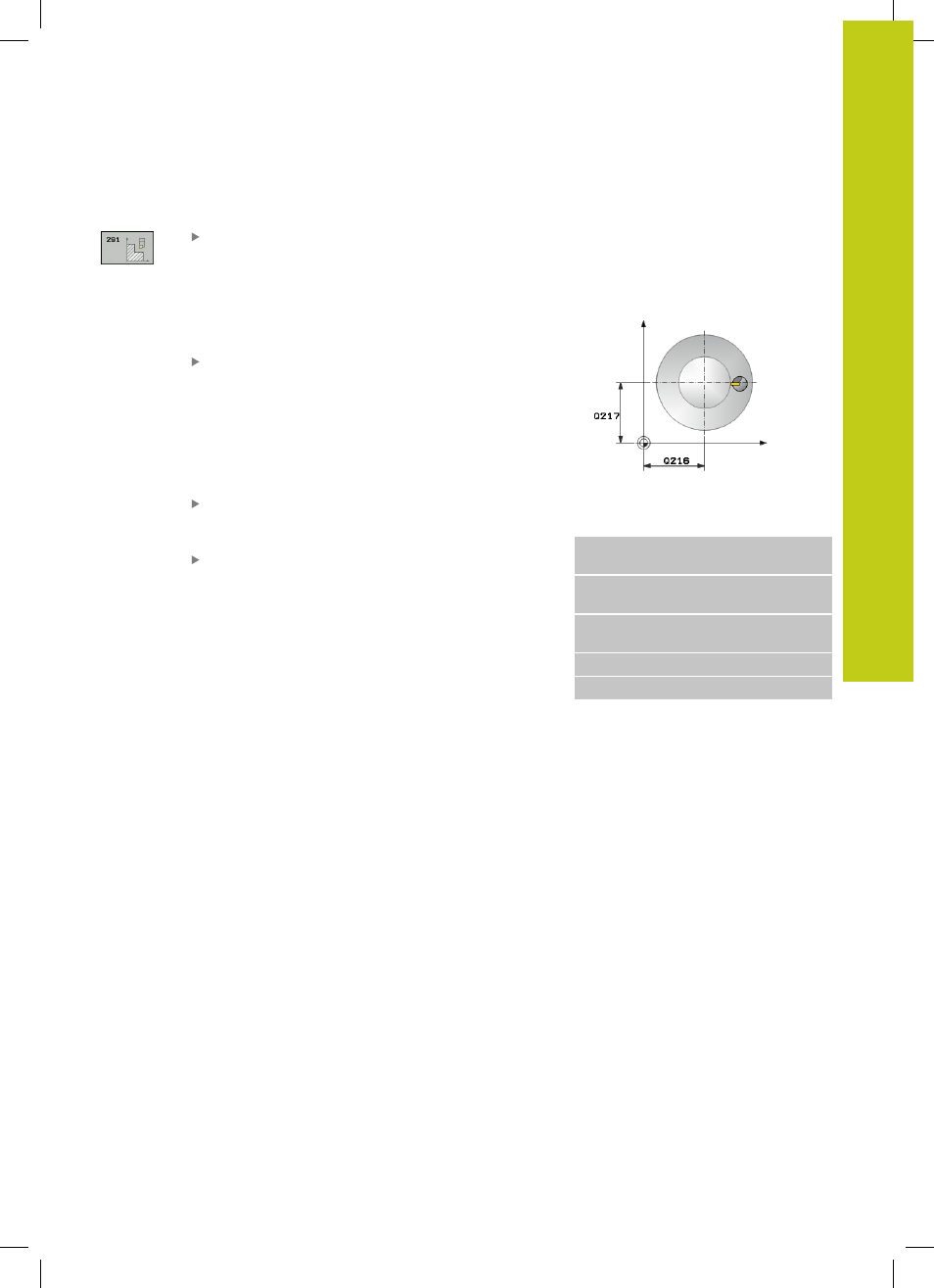
CENTRO 1º ASSE Q216 (in valore assoluto): centro
di rotazione nell’asse principale del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
CENTRO 2º ASSE Q217 (in valore assoluto): centro
di rotazione nell’asse secondario del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
Blocchi NC
64 CYCL DEF 291 TORNITURA IN
INTERPOLAZIONE
Q560=1
;ACCOPPIAMENTO
MANDRINO
Q336=0
;ANGOLO PER
MANDRINO
Q216=50
;CENTRO 1. ASSE
Q217=50
;CENTRO 2. ASSE