Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 237
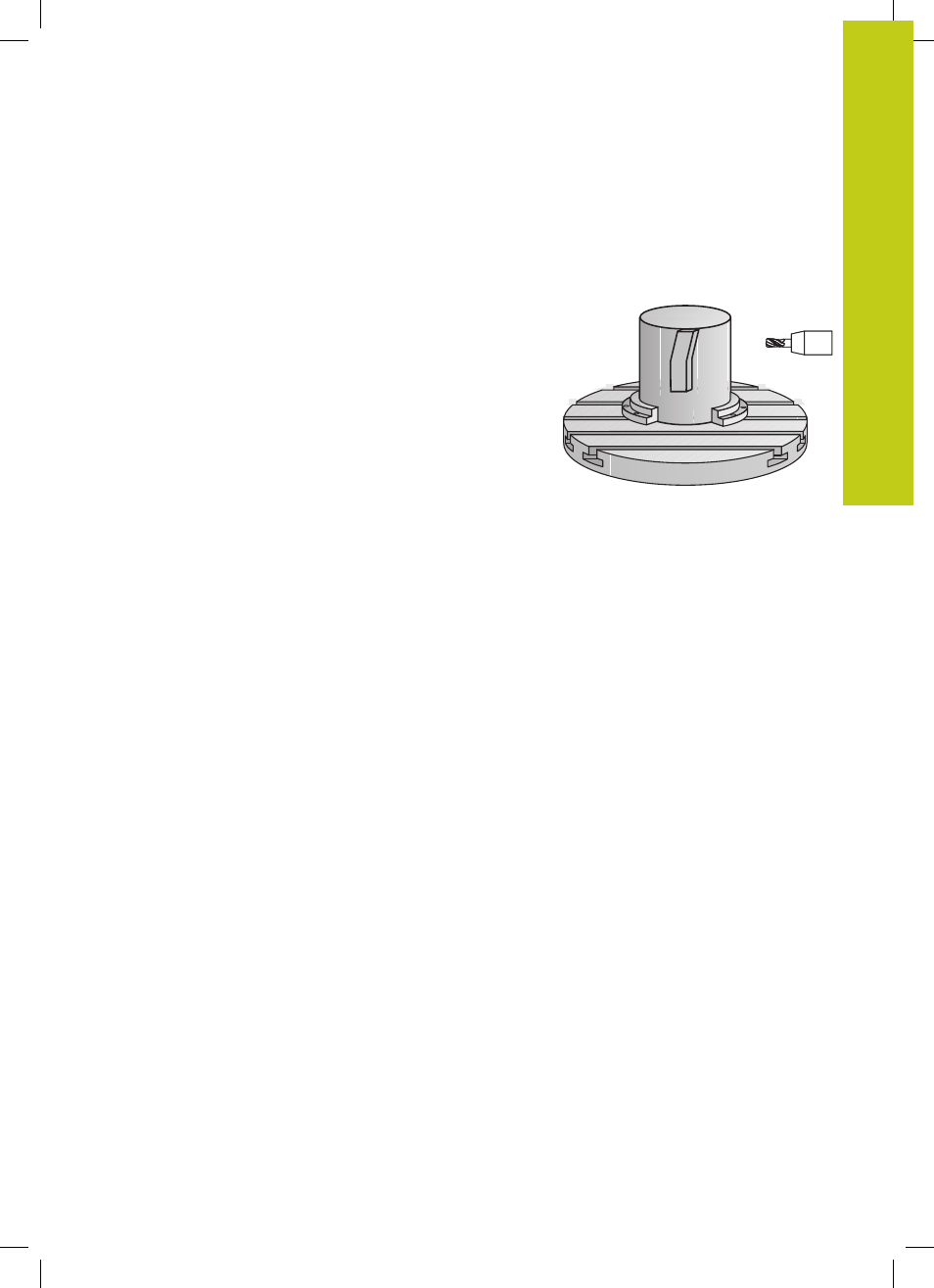
SUPERFICIE CILINDRICA (ciclo 39, DIN/ISO: G139, opzione software
1)
8.5
8
TNC 640 | Manuale utente programmazione di cicli | 4/2015
237
8.5
SUPERFICIE CILINDRICA (ciclo 39,
DIN/ISO: G139, opzione software 1)
Esecuzione del ciclo
Con questo ciclo è possibile realizzare un profilo sulla superficie
perimetrale di un cilindro. Il profilo si definisce sullo sviluppo di un
cilindro. In questo ciclo il TNC pone l'utensile in modo tale che, con
correzione del raggio attiva, la parete del profilo fresato sia parallela
all'asse del cilindro.
Il profilo stesso viene descritto in un sottoprogramma da definire
mediante il ciclo 14 (PROFILO).
Nel sottoprogramma il profilo viene descritto sempre con
le coordinate X e Y, indipendentemente dagli assi rotativi
presenti sulla macchina in uso. Quindi la descrizione del profilo
è indipendente dalla configurazione della macchina in uso. Quali
funzioni di traiettoria sono disponibili le funzioni
L, CHF, CR, RND e
CT
.
Contrariamente ai cicli 28 e 29, nel sottoprogramma del profilo
viene definito il profilo da realizzare effettivamente.
1 Il TNC posiziona l'utensile sopra il punto di partenza della
lavorazione. Il TNC colloca il punto di partenza, spostato del
diametro dell'utensile, accanto al primo punto definito nel
sottoprogramma del profilo.
2 Il TNC sposta quindi l'utensile in perpendicolare alla prima
profondità incremento. L'avvicinamento viene eseguito in
tangenziale o su una retta con avanzamento di fresatura Q12.
Eventualmente viene considerato il sovrametallo laterale.
(Il comportamento di avvicinamento dipende dai parametri
ConfigDatum, CfgGeoCycle, apprDepCylWall)
3 L'utensile esegue la fresatura alla prima profondità incremento
con avanzamento Q12 lungo il profilo, fino al completamento del
profilo sagomato definito
4 In seguito l'utensile si stacca tangenzialmente dalla parete
dell'isola, ritornando al punto di partenza della lavorazione
5 Questa procedura (da 2 a 4) si ripete fino al raggiungimento
della PROFONDITÀ Q1 programmata
6 Alla fine l'utensile ritorna ad altezza di sicurezza nell'asse
utensile oppure all'ultima posizione programmata prima del
ciclo (in funzione dei parametri ConfigDatum, CfgGeoCycle,
posAfterContPocket)