Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 524
Cicli di tastatura: rilevamento automatico delle origini
15.12 ORIGINE CENTRO SU 4 FORI (ciclo 418, DIN/ISO: G418)
15
524
TNC 640 | Manuale utente programmazione di cicli | 4/2015
15.12
ORIGINE CENTRO SU 4 FORI (ciclo
418, DIN/ISO: G418)
Esecuzione del ciclo
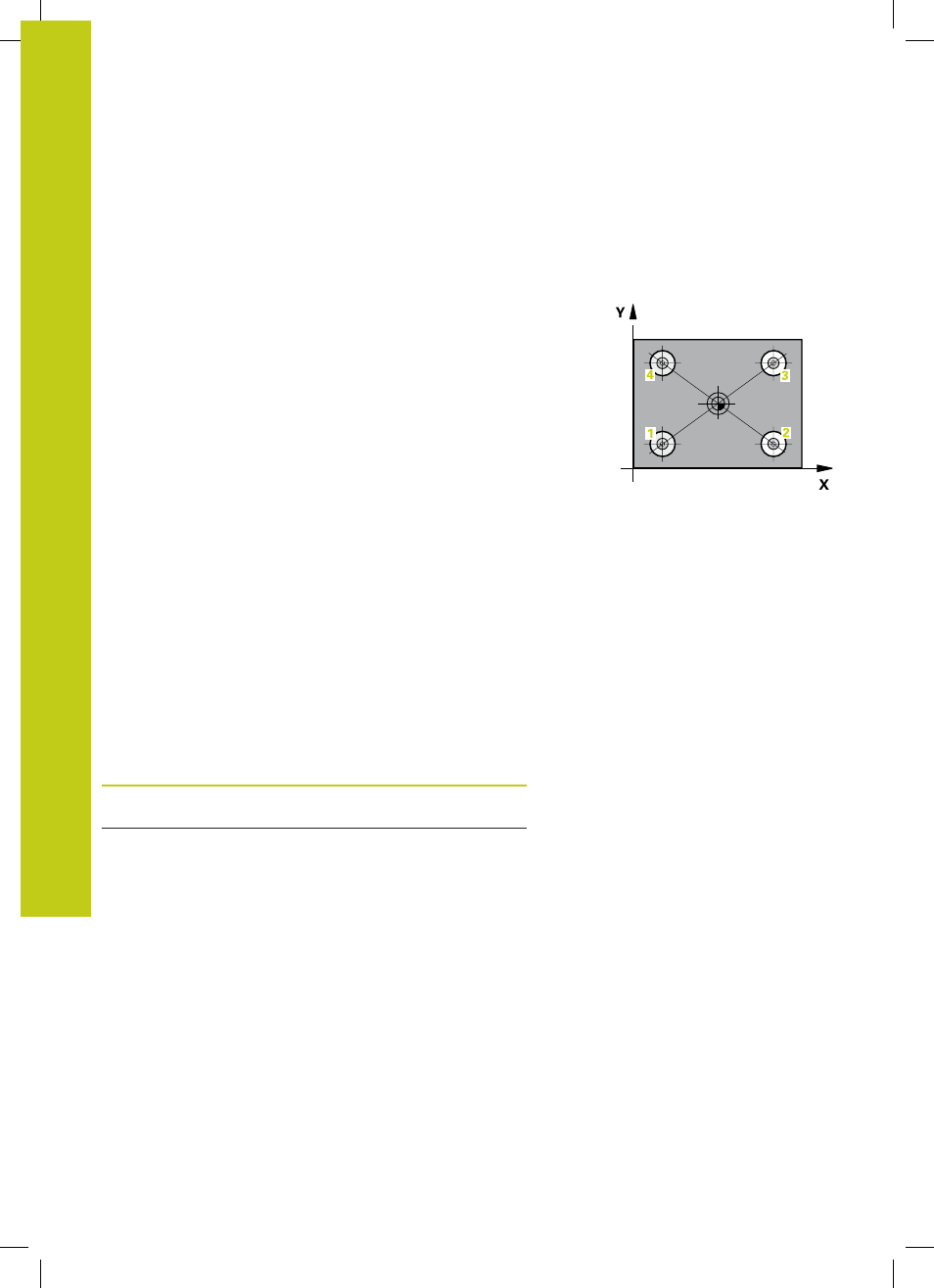
Il ciclo di tastatura 418 calcola il punto di intersezione delle
diagonali di collegamento di due centri di fori alla volta e imposta
questo punto di intersezione quale origine. In alternativa il TNC può
registrare questo punto di intersezione in una tabella origini o in una
tabella Preset.
1 Il TNC posiziona il tastatore in rapido (valore da colonna
FMAX) e
1
2 Successivamente, il tastatore si porta all'altezza di misura
programmata e rileva, mediante quattro tastature, il centro del
primo foro
3 Il tastatore si riporta all'altezza di sicurezza e si posiziona sul
centro programmato del secondo foro
2
4 Il TNC porta il tastatore all'altezza di misura programmata e
rileva, mediante quattro tastature, il centro del secondo foro
5 Il TNC ripete i passi 3 e 4 per i fori
3
e
4
6 Alla fine il TNC riposiziona il tastatore all'altezza di sicurezza
ed elabora l'origine determinata in funzione dei parametri di
ciclo Q303 e Q305 (vedere "Caratteristiche comuni dei Cicli di
tastatura per l'impostazione dell'origine", Pagina 483). Il TNC
calcola l'origine come punto di intersezione delle diagonali tra
i centri dei fori
1
/
3
e
2
/
4
e salva i valori reali nei parametri Q
presentati di seguito
7 Se si desidera, il TNC rileva in una tastatura separata anche
l'origine nell'asse del tastatore
Numero parametro
Significato
Q151
Valore reale punto di intersezione asse
principale
Q152
Valore reale punto di intersezione asse
secondario