Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 432
Cicli: tornitura
12.31 RUOTA DENTATA FRESATURA CILINDRICA (ciclo 880, DIN/ISO:
G880)
12
432
TNC 640 | Manuale utente programmazione di cicli | 4/2015
12.31
RUOTA DENTATA FRESATURA
CILINDRICA (ciclo 880, DIN/ISO:
G880)
Esecuzione del ciclo
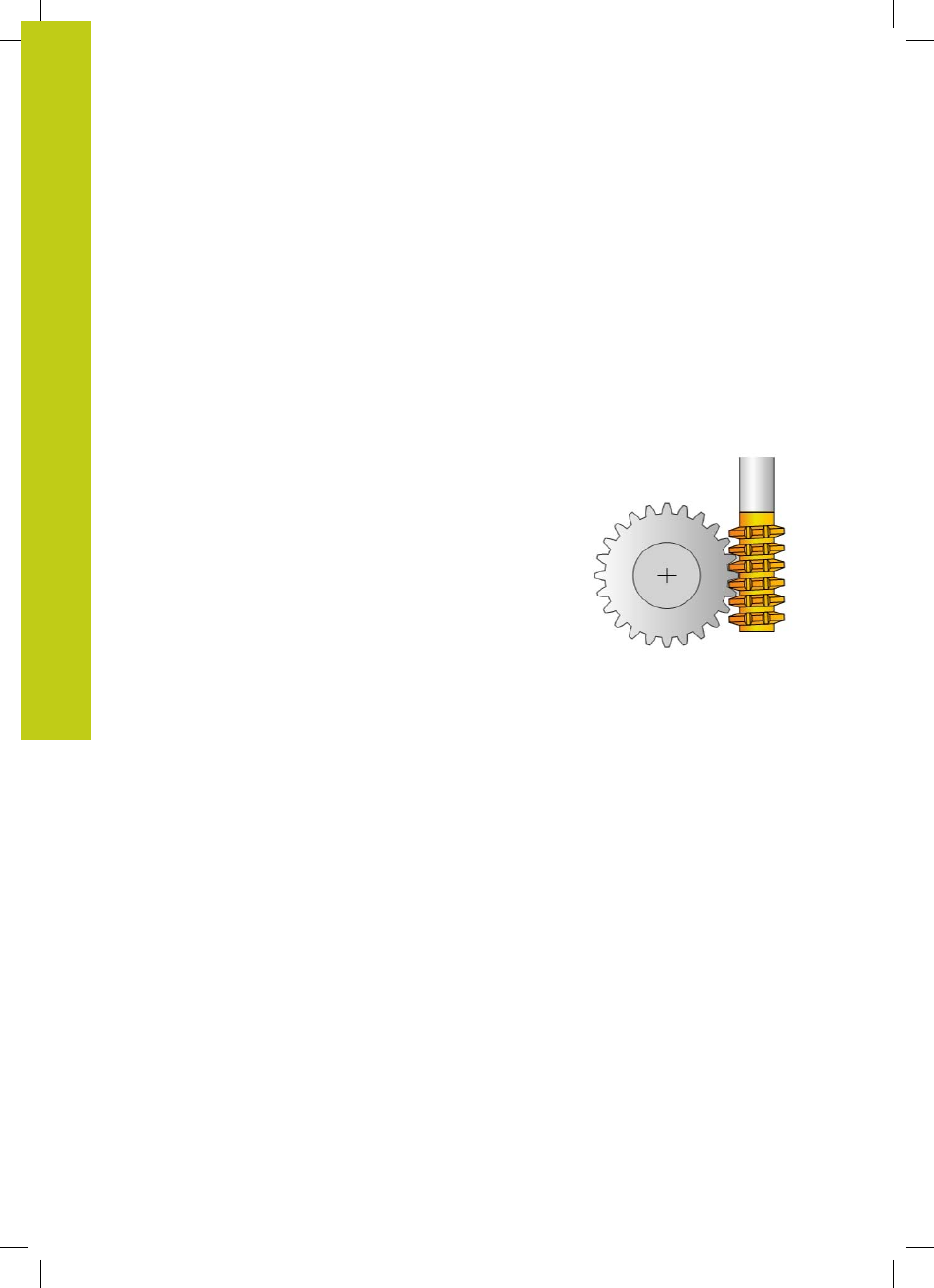
Il ciclo 880 Fresatura cilindrica consente di realizzare ruote dentate
cilindriche con dentatura esterna oppure dentature esterne con
angolazioni qualsiasi. Nel ciclo si descrive dapprima la
ruota
dentata
e quindi l'
utensile
, con cui eseguire la lavorazione. Nel
ciclo è possibile selezionare la strategia di lavorazione e il lato di
lavorazione. Il processo produttivo della fresatura cilindrica viene
eseguito con movimento rotatorio sincronizzato del mandrino
utensile e della tavola rotante. La fresa si sposta anche in direzione
assiale lungo il pezzo.
Con ciclo 880 Fresatura cilindrica attivo, viene eventualmente
eseguita una rotazione del sistema di coordinate. Dopo aver
terminato il ciclo è pertanto necessario
programmare
il ciclo
801
RESET SISTEMA DI TORNITURA
e
M145
.
Esecuzione del ciclo
1 Il TNC posiziona l'utensile nell'asse utensile ad altezza di
sicurezza Q260 in avanzamento FMAX. Se l'utensile si trova già
su un valore nell'asse utensile maggiore di Q260, non ha luogo
alcun movimento.
2 Prima di orientare il piano di lavoro, il TNC posiziona l’utensile
in X con avanzamento FMAX su una coordinata sicura. Se
l'utensile si trova già su una coordinata nel piano di lavoro
maggiore della coordinata calcolata, non ha luogo alcun
movimento
3 Il TNC orienta quindi il piano di lavoro con avanzamento
Q253;
M144
è attivo internamente nel ciclo
4 Il TNC posiziona l'utensile con avanzamento FMAX sul punto di
partenza del piano di lavoro
5 Quindi il TNC posiziona l'utensile nell'asse utensile con
avanzamento Q253 alla distanza di sicurezza Q460
6 Il TNC porta l'utensile sul pezzo da lavorare in direzione assiale
con l'avanzamento definito Q478 (in sgrossatura) o Q505 (in
finitura). L'area di lavorazione è limitata dal punto di partenza in
Z Q551+Q460 e dal punto finale in Z Q552+Q460
7 Se il TNC si trova nel punto finale, ritira l'utensile con
l'avanzamento Q253 e lo posiziona di nuovo sul punto di
partenza
8 Il TNC ripete le operazioni 5-7 fino a realizzare la ruota dentata
definita
9 Alla fine il TNC posiziona l'utensile all'altezza di sicurezza Q260
con l'avanzamento FMAX
10 La lavorazione termina nel sistema ruotato
11 Spostare ora l'utensile a un'altezza di sicurezza e riposizionare il
piano di lavoro
12 Programmare quindi assolutamente il ciclo 801 RESET SISTEMA
DI TORNITURA e
M145
.