Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 386
Cicli: tornitura
12.18 TRONCATURA-TORNITURA PROFILO RADIALE
(ciclo 840, DIN/ISO: G840)
12
386
TNC 640 | Manuale utente programmazione di cicli | 4/2015
Parametri ciclo
TIPO DI LAVORAZIONE Q215: definizione del tipo di
lavorazione:
0
: sgrossatura e finitura
1
: solo sgrossatura
2
: solo finitura a quota finita
3
: solo finitura a sovrametallo
DISTANZA DI SICUREZZA Q460: parametro riservato,
attualmente inattivo
AVANZAMENTO SGROSSATURA Q478: velocità
di avanzamento in sgrossatura. Se è stata
programmata la funzione M136, il TNC interpreta
l'avanzamento in millimetri al giro, senza la funzione
M136 in millimetri al minuto.
AVANZAMENTO ENTRATA Q488: velocità di
avanzamento nella lavorazione di elementi di entrata
Questo valore di immissione è opzionale. Se non
viene programmato, è valido l'avanzamento definito
per la lavorazione di tornitura.
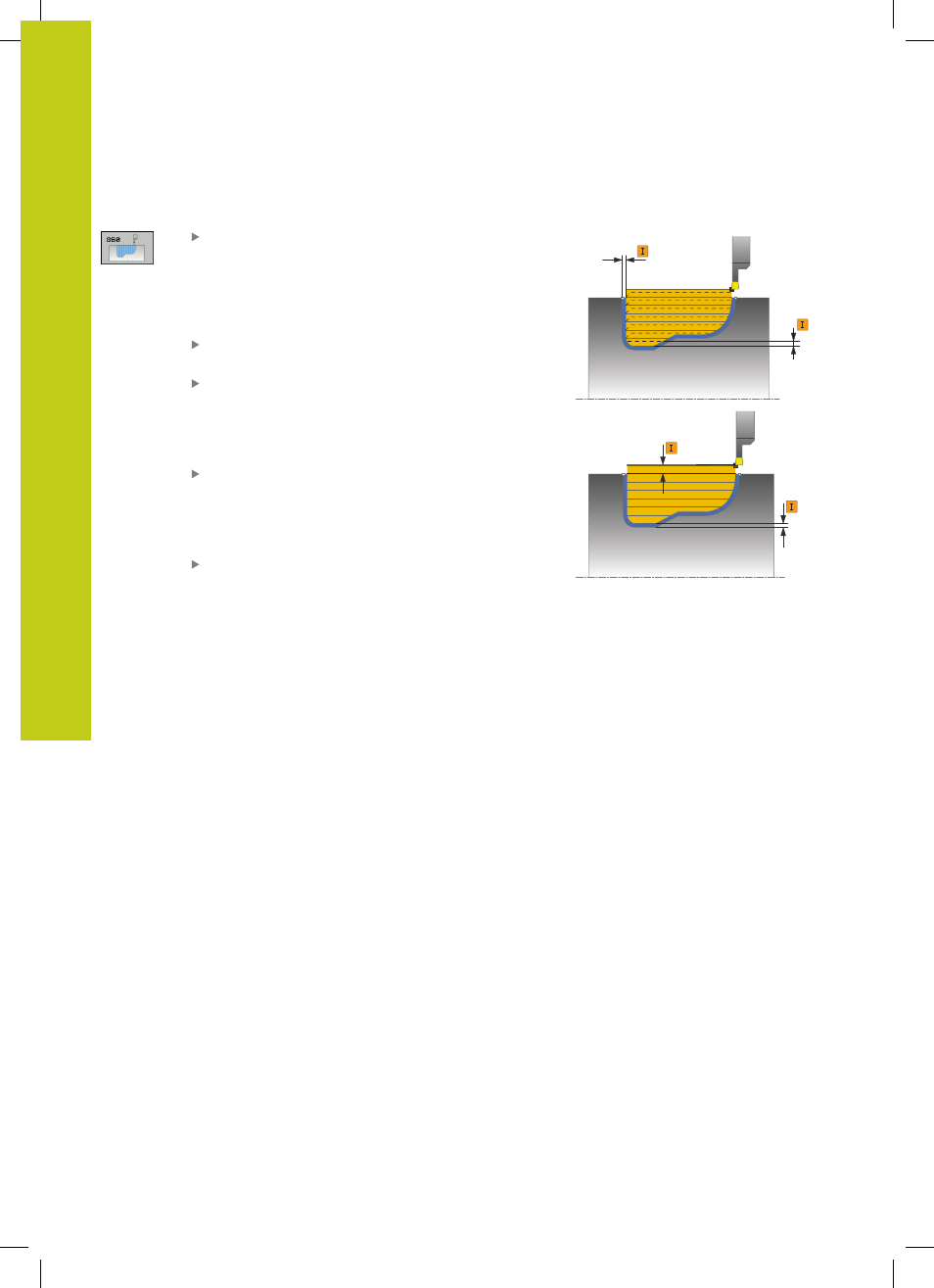
DIAMETRO SOVRAMETALLO Q483 (in valore
incrementale): sovrametallo sul diametro del profilo
definito
Q460
Q484
Ø Q483
Q463