Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 520
Cicli di tastatura: rilevamento automatico delle origini
15.10 ORIGINE SU CENTRO CERCHIO DI FORI (ciclo 416, DIN/ISO: G416)
15
520
TNC 640 | Manuale utente programmazione di cicli | 4/2015
Parametri ciclo
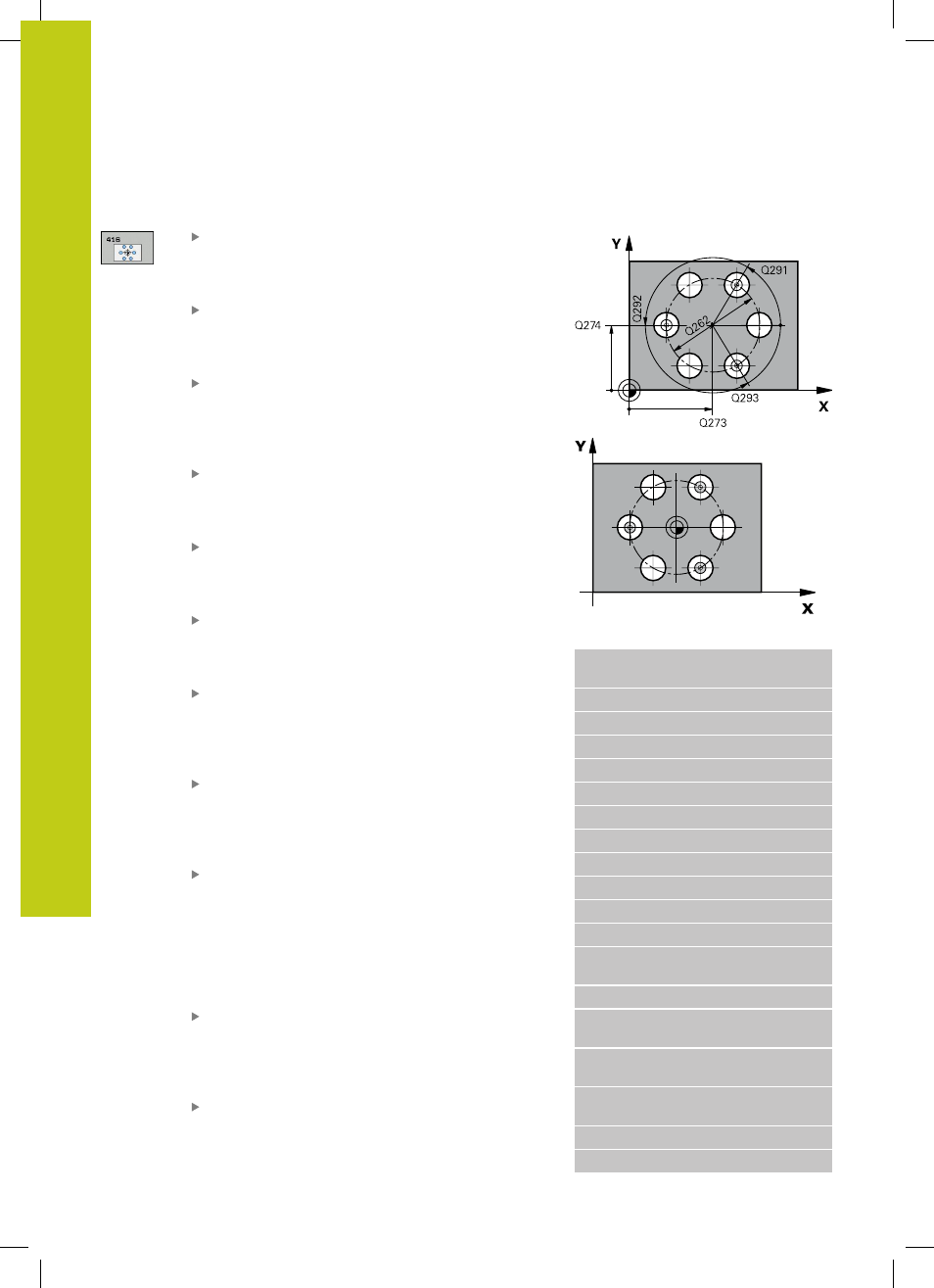
CENTRO 1º ASSE Q273 (in valore assoluto): centro
del cerchio di fori (valore nominale) nell'asse
principale del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
CENTRO 2º ASSE Q274 (in valore assoluto): centro
del cerchio di fori (valore nominale) nell'asse
secondario del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
DIAMETRO NOMINALE Q262: inserire il diametro
approssimativo del cerchio di fori. Più piccolo è il
diametro del foro, tanto più precisa deve essere la
programmazione del diametro nominale. Campo di
immissione da -0 a 99999,9999
ANGOLO 1ª FORATURA Q291 (in valore assoluto):
angolo in coordinate polari del centro del primo
foro nel piano di lavoro. Campo di immissione da
-360,0000 a 360,0000
ANGOLO 2ª FORATURA Q292 (in valore assoluto):
angolo in coordinate polari del centro del secondo
foro nel piano di lavoro. Campo di immissione da
-360,0000 a 360,0000
ANGOLO 3ª FORATURA Q293 (in valore assoluto):
angolo in coordinate polari del centro del terzo
foro nel piano di lavoro. Campo di immissione da
-360,0000 a 360,0000
MIS. ALTEZZA SU ASSE TASTATORE Q261 (in
valore assoluto): coordinata del centro della sfera
(= punto di contatto) nell'asse del tastatore sul quale
deve essere effettuata la misurazione. Campo di
immissione da -99999,9999 a 99999,9999
ALTEZZA DI SICUREZZA Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio). Campo di immissione da -99999,9999 a
99999,9999
NUMERO ORIGINE IN TABELLA Q305: indicare il
numero nella tabella origini/tabella Preset nel quale il
TNC deve memorizzare le coordinate del centro del
cerchio di fori. Se Q303=1: programmando Q305=0,
il TNC imposta l'origine automaticamente al centro
del cerchio di fori. Se Q303=0: programmando
Q305=0, il TNC descrive la riga 0 della tabella
origini. Campo di immissione da 0 a 99999
NUOVA ORIGINE ASSE PRINCIPALE Q331 (in valore
assoluto): coordinata nell'asse principale, sulla
quale il TNC deve impostare il centro del cerchio di
fori rilevato. Impostazione di base = 0. Campo di
immissione da -99999,9999 a 99999,9999
NUOVA ORIGINE ASSE SECONDARIO Q332 (in valore
assoluto): coordinata nell'asse secondario, sulla
quale il TNC deve impostare il centro del cerchio di
fori rilevato. Impostazione di base = 0. Campo di
immissione da -99999,9999 a 99999,9999
Blocchi NC
5 TCH PROBE 416 RIF. CENTRO
CERCHIO
Q273=+50
;CENTRO 1º ASSE
Q274=+50
;CENTRO 2º ASSE
Q262=90
;DIAMETRO NOMINALE
Q291=+34
;ANGOLO 1ª FORATURA
Q292=+70
;ANGOLO 2ª FORATURA
Q293=+210
;ANGOLO 3ª FORATURA
Q261=-5
;ALTEZZA MISURATA
Q260=+20
;ALTEZZA DI SICUREZZA
Q305=12
;NUMERO SU TABELLA
Q331=+0
;ORIGINE
Q332=+0
;ORIGINE
Q303=+1
;TRASF. VALORE
MISURA
Q381=1
;TASTATURA ASSE TS
Q382=+85
;1º COORD. PER ASSE
TS
Q383=+50
;2º COORD. PER ASSE
TS
Q384=+0
;3º COORD. PER ASSE
TS
Q333=+1
;ORIGINE
Q320=0
;DISTANZA SICUREZZA