33 esempi di programmazione, Esempio: gradino con gola, Esempi di programmazione – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 442: Cicli: tornitura 12.33 esempi di programmazione
Cicli: tornitura
12.33 Esempi di programmazione
12
442
TNC 640 | Manuale utente programmazione di cicli | 4/2015
12.33
Esempi di programmazione
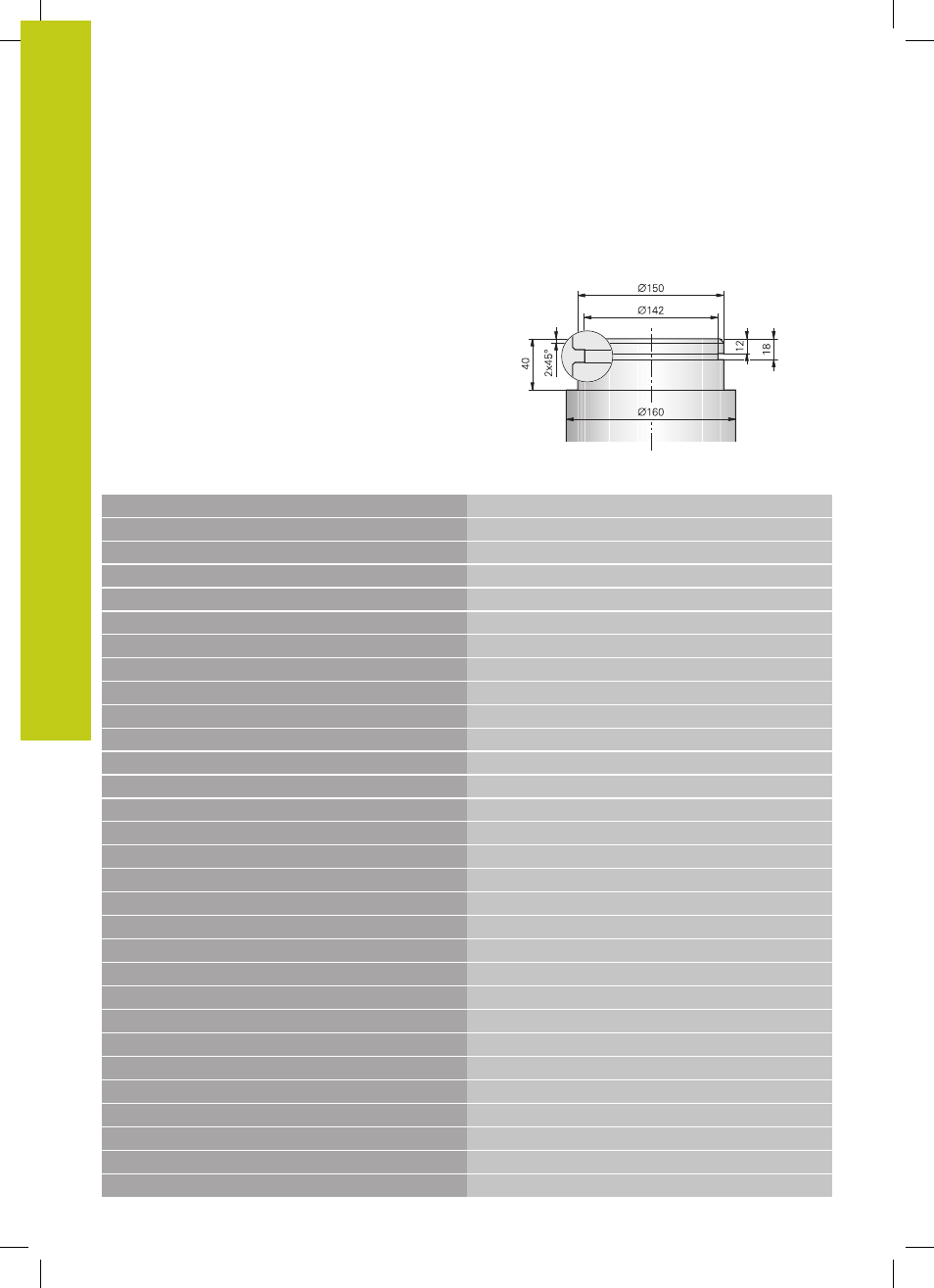
Esempio: gradino con gola
0 BEGIN PGM GRADINO MM
1 BLK FORM 0.1 Y X+0 Y-10 Z-35
Definizione pezzo grezzo
2 BLK FORM 0.2 X+87 Y+10 Z+2
3 TOOL CALL 12
Chiamata utensile
4 M140 MB MAX
Disimpegno utensile
5 FUNCTION MODE TURN
Attivazione tornitura
6 FUNCTION TURNDATA SPIN VCONST:ON VC:150
Velocità di taglio costante
7 CYCL DEF 800 ADATTA SISTEMA TORNITURA
Definizione del ciclo Adegua sistema di tornitura
Q497=+0
;ANGOLO DI PRECESSIONE
Q498=+0
;INVERSIONE UTENSILE
8 M136
Avanzamento in millimetri al giro
9 L X+165 Y+0 R0 FMAX
Posizionamento sul punto di partenza nel piano
10 L Z+2 R0 FMAX M304
Distanza di sicurezza, mandrino di tornitura ON
11 CYCL DEF 812 GRADINO ASSIALE EST.
Definizione del ciclo Gradino assiale
Q215=+0
;TIPO LAVORAZIONE
Q460=+2
;DISTANZA DI SICUREZZA
Q491=+160
;DIAMETRO AVVIO PROFILO
Q492=+0
;AVVIO PROFILO Z
Q493=+150
;DIAMETRO FINE PROFILO
Q494=-40
;FINE PROFILO Z
Q495=+0
;ANGOLO SUP. PERIMETRALE
Q501=+1
;TIPO ELEMENTO INIZIALE
Q502=+2
;DIMENSIONE ELEM. INIZIALE
Q500=+1
;RAGGIO ANGOLO PROFILO
Q496=+0
;ANGOLO SUPERFICIE PIANA
Q503=+1
;TIPO ELEMENTO FINALE
Q504=+2
;DIMENSIONE ELEM. FINALE
Q463=+2.5
;PROFONDITA' DI TAGLIO MAX
Q478=+0.25
;AVANZAMENTO SGROSSATURA
Q483=+0.4
;SOVRAMETALLO DIAMETRO