Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 614
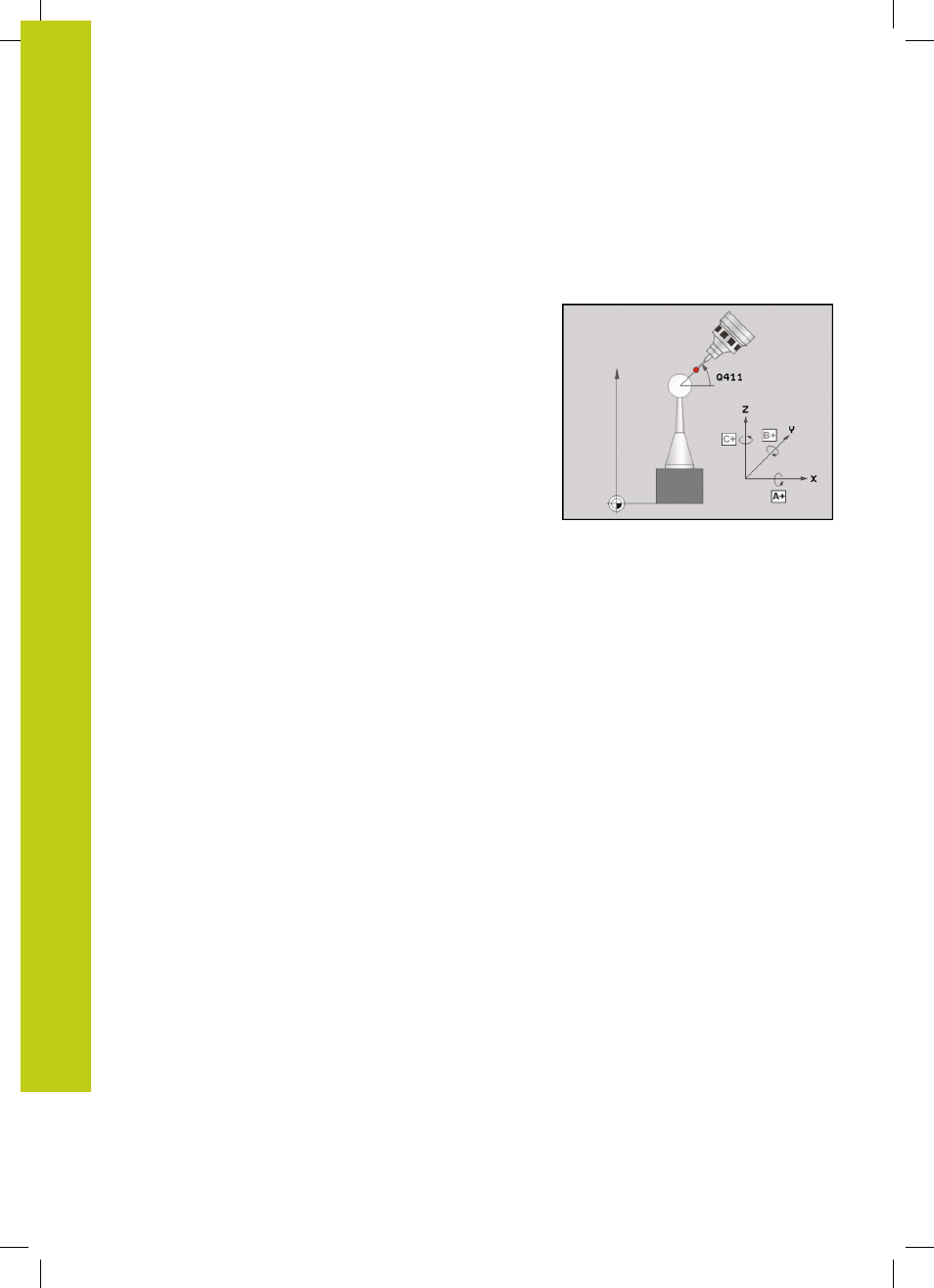
Cicli di tastatura: misurazione automatica della cinematica
18.5
COMPENSAZIONE PRESET (ciclo 452, DIN/ISO: G452, opzione)
18
614
TNC 640 | Manuale utente programmazione di cicli | 4/2015
18.5
COMPENSAZIONE PRESET (ciclo
452, DIN/ISO: G452, opzione)
Esecuzione del ciclo
Con il ciclo di tastatura 452 si può ottimizzare la catena
cinematica di conversione della macchina (vedere "MISURA
CINEMATICA (ciclo 451, DIN/ISO: G451, opzione)", Pagina 600).
Successivamente il TNC corregge ugualmente nel modello di
cinematica il sistema di coordinate del pezzo affinché il Preset
attuale si trovi al centro della sfera calibrata dopo l'ottimizzazione.
Con questo ciclo è possibile abbinare ad esempio le teste
intercambiabili.
1 Serrare la sfera calibrata
2 Misurare completamente la testa di riferimento con il ciclo 451
e quindi far definire dal ciclo 451 il Preset al centro della sfera
3 Inserire la seconda testa
4 Misurare la testa intercambiabile con il ciclo 452 fino
all'interfaccia di cambio testa
5 Confrontare altre teste intercambiabili con la testa di riferimento
utilizzando il ciclo 452
Per poter serrare durante la lavorazione la sfera calibrata sulla
tavola della macchina, è possibile compensare ad esempio una
deriva della macchina. Questa operazione è possibile anche sulla
macchina senza assi rotativi.
1 Serrare la sfera calibrata, facendo attenzione a evitare le
collisioni
2 Attivare il Preset nella sfera calibrata
3 Definire il Preset sul pezzo e avviare la lavorazione del pezzo
4 Eseguire una compensazione Preset a intervalli regolari con
il ciclo 452. A tale proposito il TNC rileva la deriva degli assi
interessati e li corregge nella cinematica