Applicazione – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 328
Cicli: tornitura
12.2 ADEGUA SISTEMA TORNITURA
(ciclo 800, DIN/ISO: G800)
12
328
TNC 640 | Manuale utente programmazione di cicli | 4/2015
12.2
ADEGUA SISTEMA TORNITURA
(ciclo 800, DIN/ISO: G800)
Applicazione
Questa funzione deve essere adattata al TNC dal
costruttore della macchina. Consultare il manuale
della macchina.
Per poter eseguire una lavorazione di tornitura, è necessario portare
l'utensile in una posizione idonea rispetto al mandrino di tornitura.
In questo modo è possibile impiegare il ciclo
800 ADEGUA SISTEMA
DI TORNITURA.
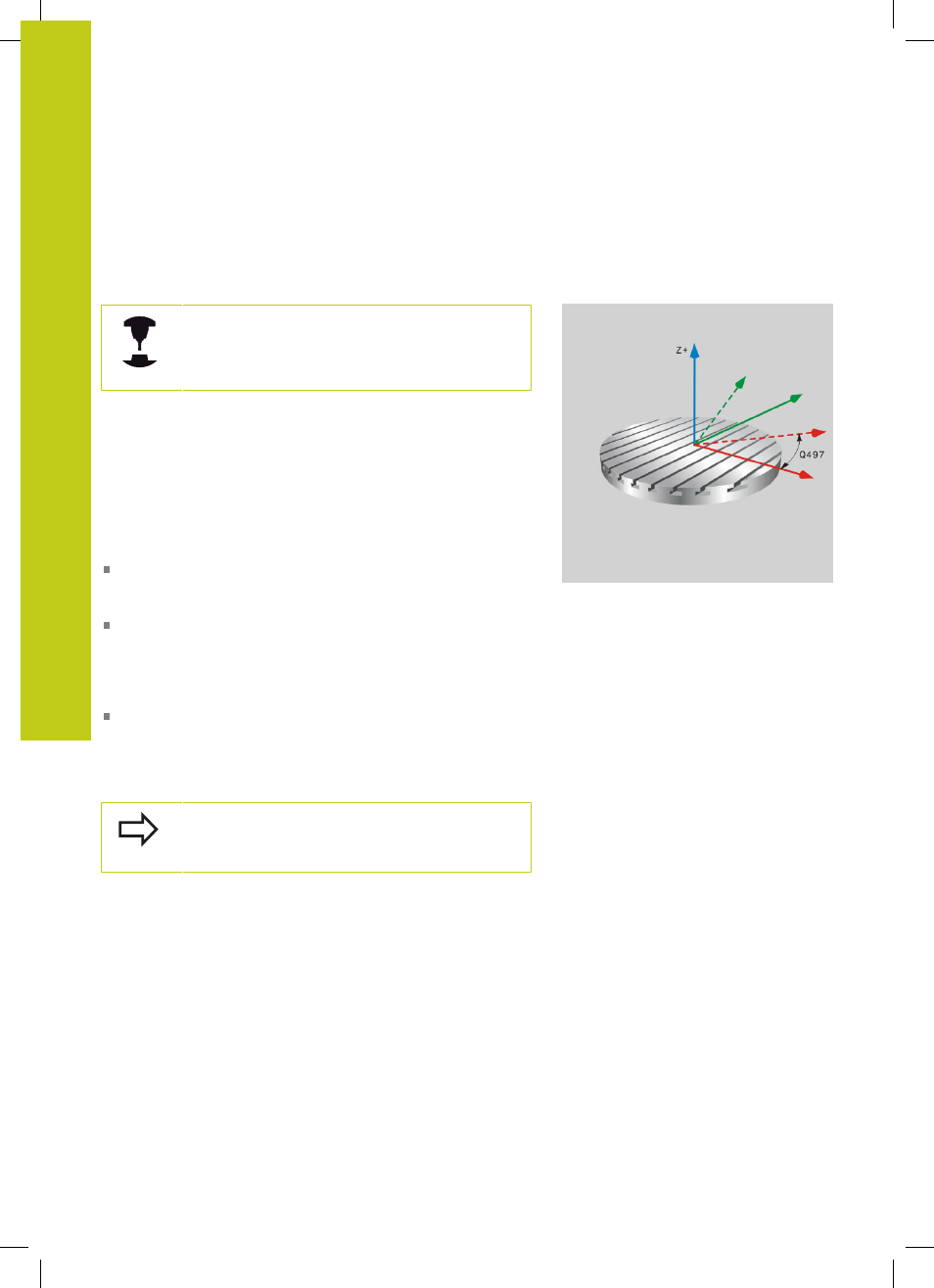
Per la lavorazione di tornitura è importante l'angolo di inclinazione
tra utensile e mandrino di tornitura per poter lavorare ad esempio
profili con sottosquadri. Nel ciclo 800 sono disponibili diverse
possibilità per allineare il sistema di coordinate per una lavorazione
inclinata:
Se l'asse rotativo viene posizionato già per la lavorazione
inclinata, è possibile allineare con il ciclo 800 il sistema di
coordinate sulla posizione degli assi rotativi (
Q530=0)
Il ciclo 800 calcola il necessario angolo dell'asse rotativo sulla
base dell'angolo di inclinazione Q531. A seconda della strategia
selezionata nel parametro
LAVORAZIONE INCLINATA Q530 il
TNC posiziona l'asse rotativo con movimento di compensazione
(
Q530=1) o senza (Q530=2).
Il ciclo 800 calcola il necessario angolo dell'asse rotativo sulla
base dell'angolo di inclinazione
Q531, ma non esegue alcun
posizionamento dell'asse rotativo (
Q530=3). È necessario
posizionare l'asse rotativo dopo il ciclo sui valori calcolati Q120
(asse A), Q121 (asse B) e Q122 (asse C).
Se si modifica una posizione dell'asse rotativo, è
necessario eseguire di nuovo il ciclo 800 per allineare
il sistema di coordinate.