Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 566
Cicli di tastatura: controllo automatico dei pezzi
16.11 MISURAZIONE COORDINATA (ciclo 427, DIN/ISO: G427)
16
566
TNC 640 | Manuale utente programmazione di cicli | 4/2015
Parametri ciclo
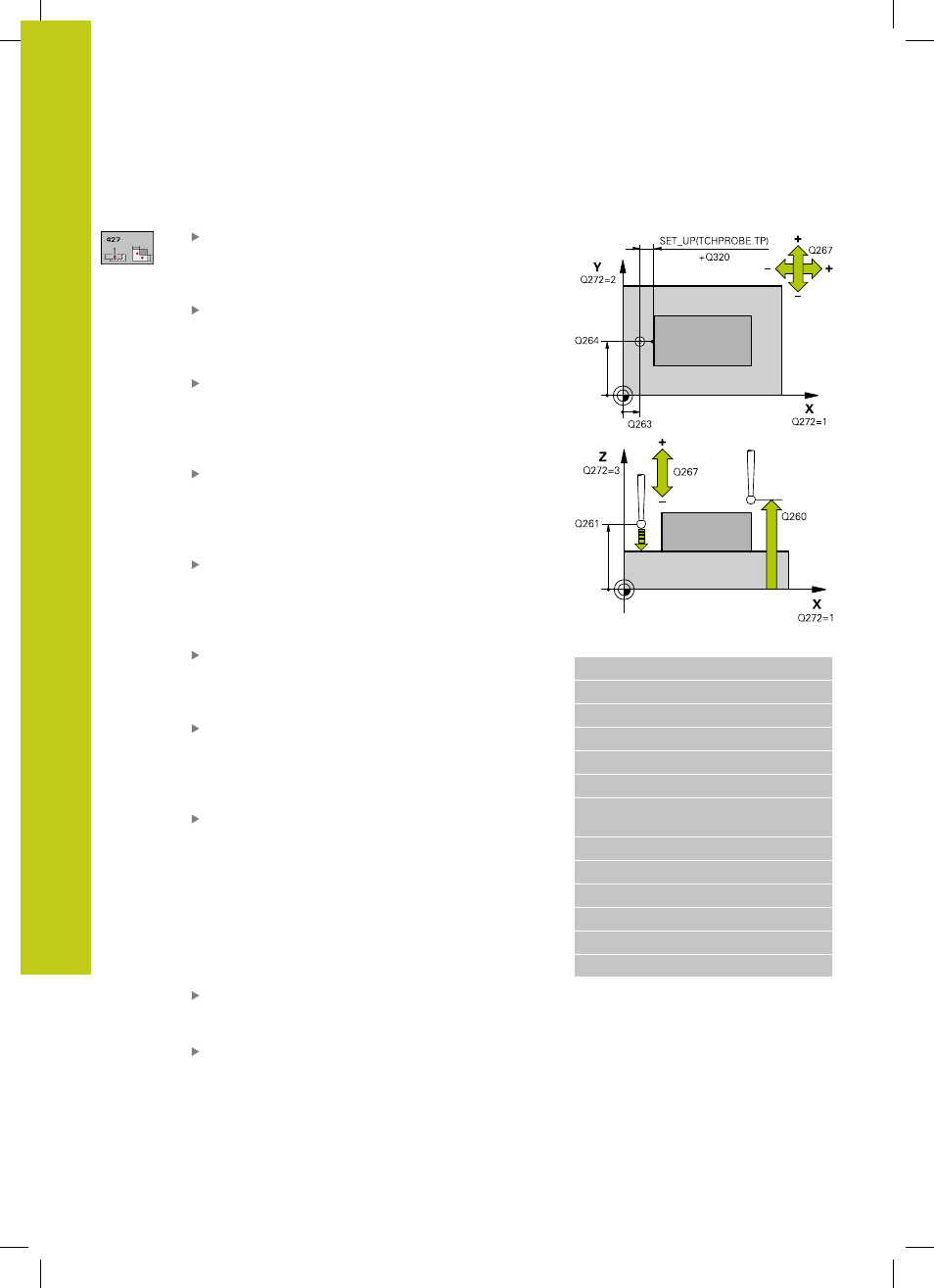
1° PUNTO MIS. 1° ASSE Q263 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
principale del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
1° PUNTO MIS. 2° ASSE Q264 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
secondario del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
MIS. ALTEZZA SU ASSE TASTATORE Q261 (in valore
assoluto): coordinata del centro della sfera (=
punto di contatto) nell'asse del tastatore, sul quale
deve essere effettuata la misurazione. Campo di
immissione da -99999,9999 a 99999,9999
DISTANZA DI SICUREZZA Q320 (in valore
incrementale): distanza addizionale tra il punto
di misura e la sfera del tastatore. Q320 attivo in
aggiunta a
SET_UP (tabella del sistema di tastatura).
Campo di immissione da 0 a 99999,9999
ASSE MIS. (1...3: 1=ASSE PRINC.) Q272: asse in cui
deve essere effettuata la misurazione:
1
: asse principale = asse di misura
2
: asse secondario = asse di misura
3
: asse di tastatura = asse di misura
DIREZ. ATTRAVERS. 1 Q267: direzione nella quale il
tastatore deve avvicinarsi al pezzo:
-1
: direzione di spostamento negativa
+1
: direzione di spostamento positiva
ALTEZZA DI SICUREZZA Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio). Campo di immissione da -99999,9999 a
99999,9999
PROTOCOLLO DI MIS. Q281: definisce se il TNC
deve generare un protocollo di misura:
0
: senza generazione del protocollo di misura
1
: con generazione del protocollo di misura: il TNC
memorizza il
file di protocollo TCHPR427.TXT
di
default nella directory TNC:\.
2
: interruzione dell'esecuzione del programma
e visualizzazione del protocollo di misura sullo
schermo del TNC. Proseguire il programma con
Avvio NC
LIMITE MAX DIMENSIONE Q288: valore di misura
massimo ammesso. Campo di immissione da 0 a
99999,9999
LIMITE MINIMO DIMENSIONE Q289: valore di misura
minimo ammesso. Campo di immissione da 0 a
99999,9999
Blocchi NC
5 TCH PROBE 427 MIS. COORDINATA
Q263=+35
;1º PUNTO 1º ASSE
Q264=+45
;1º PUNTO 2º ASSE
Q261=+5
;ALTEZZA MISURATA
Q320=0
;DISTANZA SICUREZZA
Q272=3
;ASSE MISURATO
Q267=-1
;DIREZIONE DI
SPOSTAMENTO
Q260=+20
;ALTEZZA DI SICUREZZA
Q281=1
;PROTOCOLLO DI MIS.
Q288=5.1
;LIMITE MASSIMO
Q289=4.95
;LIMITE MINIMO
Q309=0
;STOP PGM SE ERRORE
Q330=0
;UTENSILE