Esecuzione del ciclo, Software 96) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 290
Cicli: funzioni speciali
11.6
TORNITURA IN INTERPOLAZIONE FINITURA PROFILO (ciclo 292,
DIN/ISO: G292, opzione software 96)
11
290
TNC 640 | Manuale utente programmazione di cicli | 4/2015
11.6
TORNITURA IN INTERPOLAZIONE
FINITURA PROFILO (ciclo 292, DIN/
ISO: G292, opzione software 96)
Esecuzione del ciclo
Il ciclo 292 TORNITURA IN INTERPOLAZIONE FINITURA PROFILO
accoppia il mandrino dell'utensile alla posizione degli assi lineari.
Con questo ciclo è possibile creare determinati profili simmetrici
di rotazione nel piano di lavoro attivo. Questo ciclo può essere
eseguito anche nel piano di lavoro ruotato. Alla chiamata del ciclo
il centro di rotazione è il punto di partenza nel piano di lavoro. Il
ciclo 292 TORNITURA IN INTERPOLAZIONE FINITURA PROFILO
viene eseguito in modalità di fresatura ed è CALL attivo. Dopo
che il TNC ha eseguito questo ciclo, è di nuovo disattivato anche
l'accoppiamento mandrino.
Se si lavora con il ciclo 292, definire precedentemente il profilo
desiderato in un sottoprogramma e fare riferimento con il ciclo
14 o SEL CONTOUR a questo profilo. Programmare il profilo con
coordinate uniformemente discendenti o uniformemente crescenti.
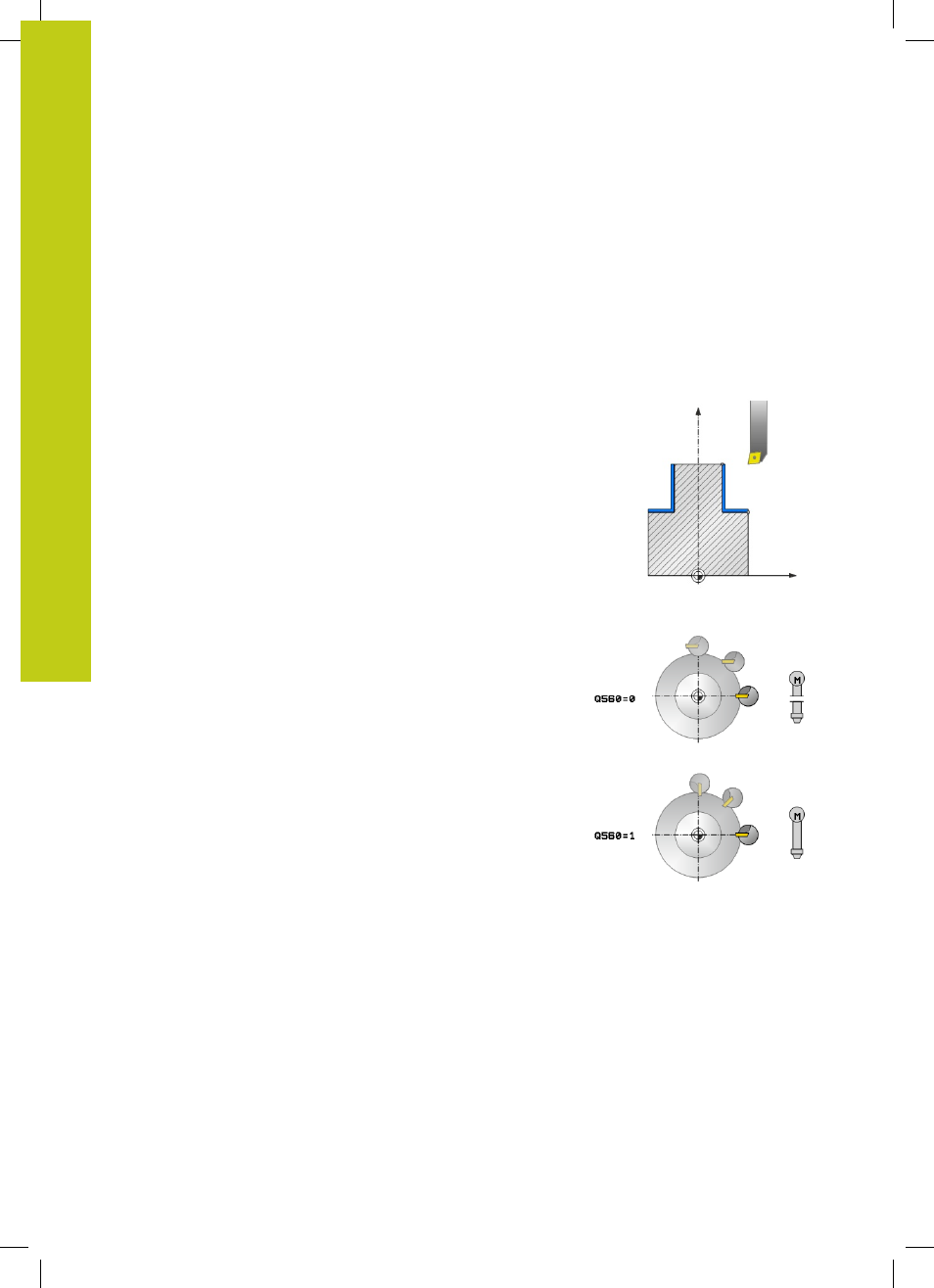
La produzione di sottosquadri non è possibile con questo ciclo. Se
si immette Q560=1 il profilo può essere tornito, l'orientamento
di un tagliente è sempre al centro di un cerchio. Se si immette
Q560=0, il profilo può essere fresato e il mandrino non viene
orientato.
Esecuzione del ciclo, Q560=1: tornitura profilo
1 Il TNC esegue dapprima un arresto mandrino (M5)
2 Il TNC allinea il mandrino dell'utensile al centro di rotazione
indicato. Viene considerato l'angolo indicato Q336. Se definito,
viene considerato anche il valore "ORI" dalla tabella degli utensili
per tornire (toolturn.trn)
3 Il mandrino dell'utensile è ora accoppiato alla posizione degli
assi lineari. Il mandrino segue la posizione nominale degli assi
principali
4 Il TNC posiziona l'utensile sul raggio di avvio profilo Q491
tenendo conto della modalità di lavorazione esterna/interna
Q529 e della distanza di sicurezza laterale Q357. Il profilo
descritto non viene prolungato automaticamente di una
distanza di sicurezza. Un prolungamento del profilo deve
essere programmato nel sottoprogramma. Nella direzione
dell'asse utensile il TNC esegue il posizionamento all'inizio della
lavorazione in rapido sul punto di partenza del profilo!
Sul punto
di partenza del profilo non deve rimanere del materiale!
5 Il TNC crea il profilo definito mediante tornitura di interpolazione.
Gli assi lineari del piano di lavoro descrivono così un movimento
circolare, mentre l'asse del mandrino viene orientato
perpendicolarmente alla superficie
6 Sul punto finale del profilo il TNC sposta l’utensile in
perpendicolare nelle vicinanze della distanza di sicurezza
7 Alla fine il TNC posiziona l'utensile all'altezza di sicurezza
8 Il TNC ora scollega automaticamente l’accoppiamento del
mandrino utensile con gli assi lineari