HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 171
FRESATURA A SPIANARE (ciclo 233, DIN/ISO: G233)
5.8
5
TNC 640 | Manuale utente programmazione di cicli | 4/2015
171
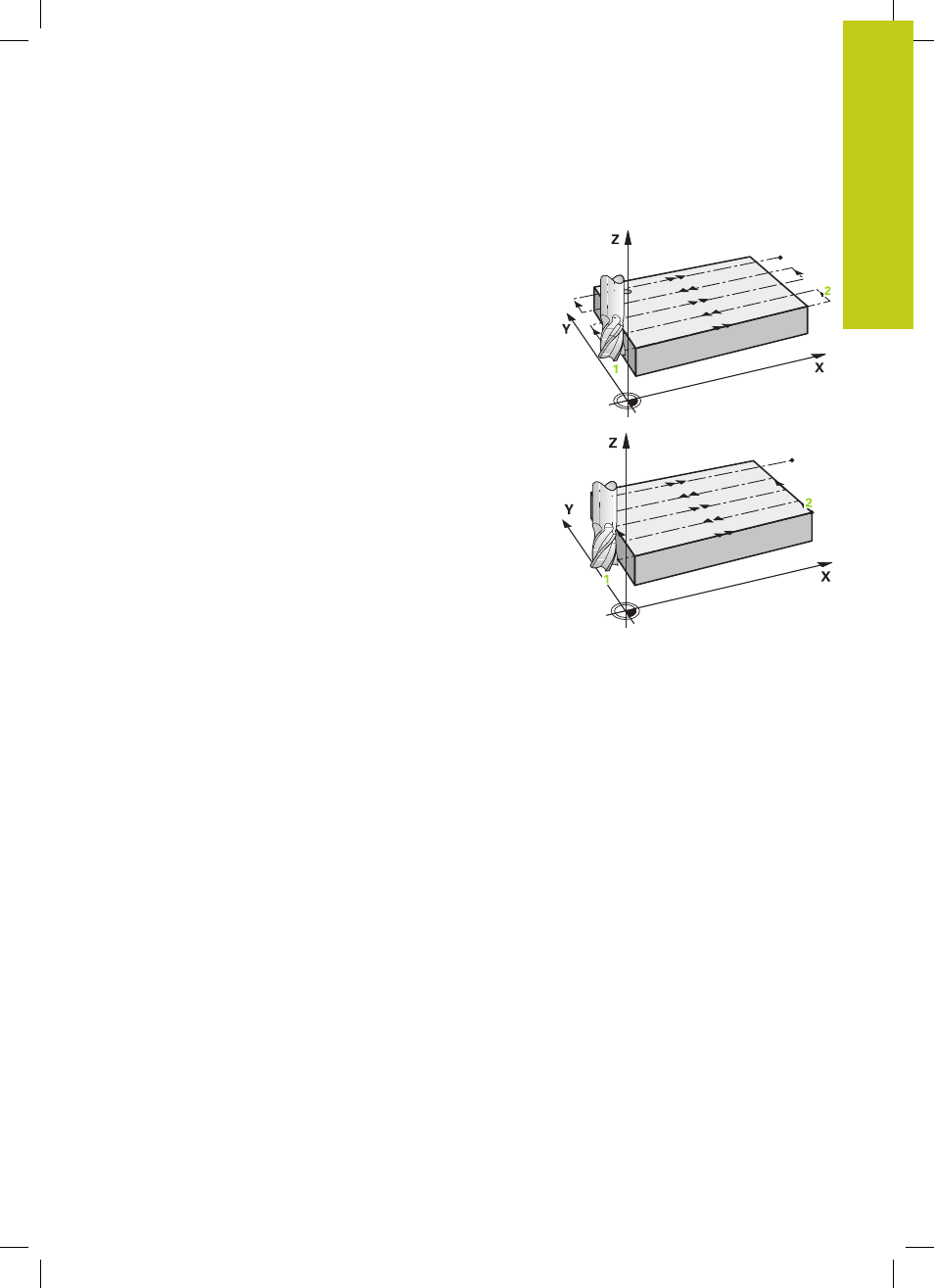
Strategia Q389=0 e Q389 =1
Le strategie Q389=0 e Q389=1 si differenziano per l'uscita nella
fresatura a spianare. Con Q389=0 il punto finale si trova al di fuori
della superficie, con Q389=1 sul bordo della superficie. Il TNC
calcola il punto finale
2
sulla base della lunghezza laterale e della
distanza di sicurezza laterale Con la strategia Q389=0 il TNC sposta
l'utensile di un ulteriore raggio utensile sulla superficie di lavoro.
4 Il TNC sposta l'utensile con l'AVANZAMENTO FRESATURA
programmato sul punto finale
2
.
5 Successivamente il TNC sposta l'utensile con avanzamento di
preposizionamento trasversalmente al punto di partenza della
riga successiva; il TNC calcola lo spostamento dalla larghezza
programmata, dal raggio utensile, dal fattore massimo di
sovrapposizione traiettorie e dalla distanza di sicurezza laterale
6 Quindi il TNC sposta l'utensile nuovamente nella direzione
opposta con l'AVANZAMENTO FRESATURA
7 La procedura si ripete fino al completamento della superficie
programmata.
8 Quindi il TNC riporta l'utensile in rapido
FMAX al punto di
partenza
1
9 Qualora siano necessari diversi accostamenti, il TNC sposta
l'utensile con avanzamento di posizionamento nell'asse del
mandrino alla successiva profondità incremento
10 La procedura si ripete fino a quando tutti gli accostamenti sono
stati eseguiti. Nell'ultimo accostamento, viene fresato soltanto il
sovrametallo per finitura inserito, con avanzamento di finitura
11 Alla fine il TNC riporta l’utensile con
FMAX alla 2ª DISTANZA DI
SICUREZZA