Per la programmazione, Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 202
Cicli di lavorazione: profilo tasca
7.5
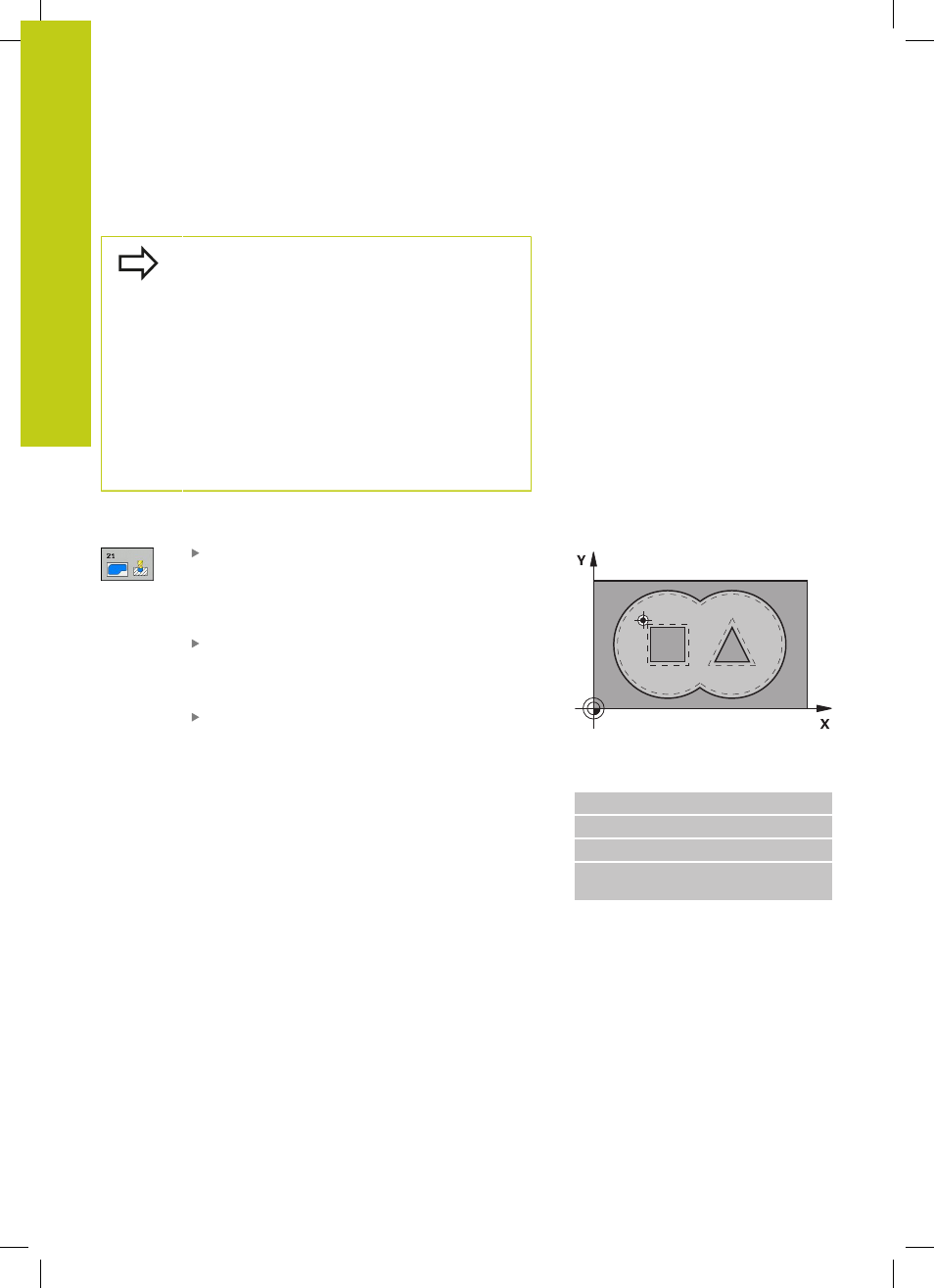
PREFORATURA (ciclo 21, DIN/ISO: G121)
7
202
TNC 640 | Manuale utente programmazione di cicli | 4/2015
Per la programmazione
Per il calcolo dei punti di penetrazione il TNC non
tiene conto del valore delta
DR eventualmente
programmato nel blocco
TOOL CALL.
Nei punti stretti il TNC potrebbe non essere in grado
di effettuare la foratura preliminare con un utensile
più grande dell'utensile di sgrossatura.
Se Q13=0, vengono impiegati i dati dell'utensile che
si trova nel mandrino.
Alla fine del ciclo posizionare l'utensile nel piano
non con quota incrementale ma su una posizione
assoluta, se sono stati impostati i parametri
ConfigDatum, CfgGeoCycle, posAfterContPocket su
ToolAxClearanceHeight.
Parametri ciclo
PROFONDITÀ INCREMENTO Q10 (in valore
incrementale): quota di cui l'utensile viene accostato
di volta in volta (segno con direzione di lavoro
negativa "–") Campo di immissione da -99999,9999 a
99999,9999
AVANZAMENTO INCREMENTO Q11: velocità di
spostamento dell'utensile durante la penetrazione in
mm/min. Campo di immissione da 0 a 99999,9999,
in alternativa
FAUTO, FU, FZ
N./NOME UTENSILE DI SVUOTAMENTO Q13 o
QS13: numero o nome dell’utensile di svuotamento.
Campo di immissione da 0 a 32767,9 per immissioni
numeriche, al massimo 16 caratteri per immissione
del nome. Immettendo Q13=0, vengono impiegati
i dati dell'utensile che si trova in quel momento nel
mandrino.
Blocchi NC
58 CYCL DEF 21 PREFORARE
Q10=+5
;PROF. INCREMENTO
Q11=100
;AVANZ. INCREMENTO
Q13=1
;UTENSILE
SVUOTAMENTO