Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 87
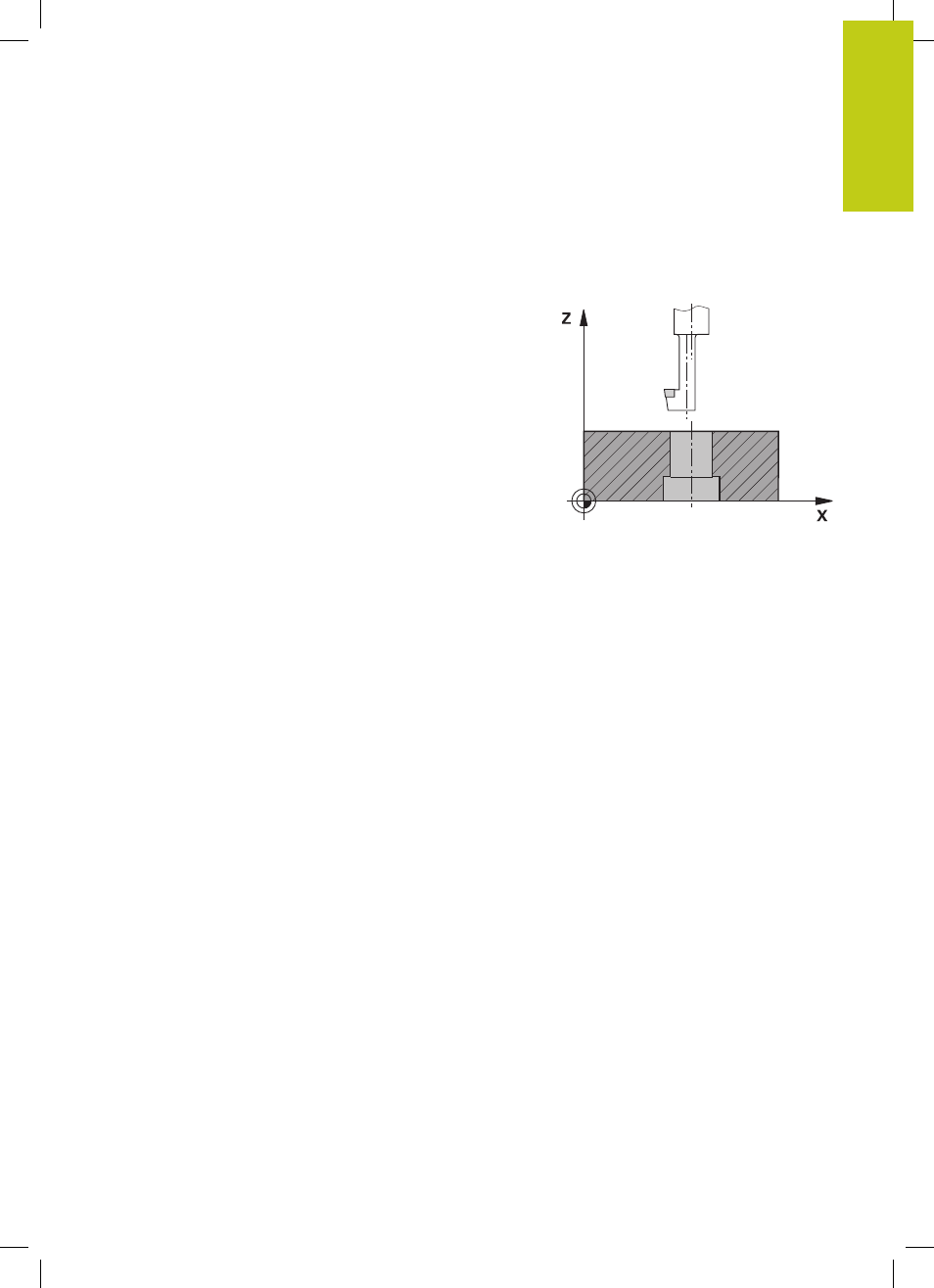
CONTROFORATURA INVERTITA (ciclo 204, DIN/ISO: G204)
3.7
3
TNC 640 | Manuale utente programmazione di cicli | 4/2015
87
3.7
CONTROFORATURA INVERTITA
(ciclo 204, DIN/ISO: G204)
Esecuzione del ciclo
Con questo ciclo si lavorano allargamenti presenti sul lato inferiore
del pezzo.
1 Il TNC posiziona l’utensile nell’asse del mandrino in rapido
FMAX
alla DISTANZA DI SICUREZZA sopra la superficie del pezzo
2 Successivamente il TNC orienta il mandrino sulla posizione 0° e
sposta l'utensile della quota di eccentricità
3 Successivamente l'utensile penetra con l'avanzamento di
avvicinamento nel foro pre-eseguito finché il tagliente si trova
alla distanza di sicurezza al di sotto del piano inferiore del pezzo
4 Il TNC riporta ora l'utensile al centro del foro, inserisce il
mandrino ed eventualmente il refrigerante e avanza poi
con l'AVANZAMENTO DI LAVORAZIONE alla profondità
dell'allargamento programmata
5 Se programmato l'utensile sosta sul fondo dell'allargamento,
esce dal foro, esegue un orientamento del mandrino e si sposta
di nuovo per la quota di eccentricità
6 Successivamente il TNC porta l’utensile con l'AVANZAMENTO
DI PRE-POSIZIONAMENTO alla DISTANZA DI SICUREZZA e da
lì, se programmato, con
FMAX alla 2ª DISTANZA DI SICUREZZA.