Applicazione, Esecuzione del ciclo sgrossatura – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 376
Cicli: tornitura
12.16 TRONCATURA-TORNITURA SEMPLICE RADIALE
(ciclo 841, DIN/ISO: G841)
12
376
TNC 640 | Manuale utente programmazione di cicli | 4/2015
12.16
TRONCATURA-TORNITURA
SEMPLICE RADIALE
(ciclo 841, DIN/ISO: G841)
Applicazione
Questo ciclo consente di eseguire la troncatura in direzione
assiale di scanalature rettangolari. Per la troncatura-tornitura viene
alternativamente eseguito un movimento di troncatura a profondità
incremento e di seguito un movimento di sgrossatura. In questo
modo la lavorazione viene eseguita con meno movimento di
sollevamento e incremento.
Il ciclo può essere impiegato a scelta per la lavorazione di
sgrossatura, finitura o completa. La lavorazione a passate per la
sgrossatura è parassiale.
Il ciclo può essere impiegato per lavorazioni interne e per
lavorazioni esterne. Se alla chiamata del ciclo l'utensile si trova
all'esterno del profilo da lavorare, il ciclo esegue una lavorazione
esterna. Se l'utensile si trova all'interno del profilo da lavorare, il
ciclo esegue una lavorazione interna.
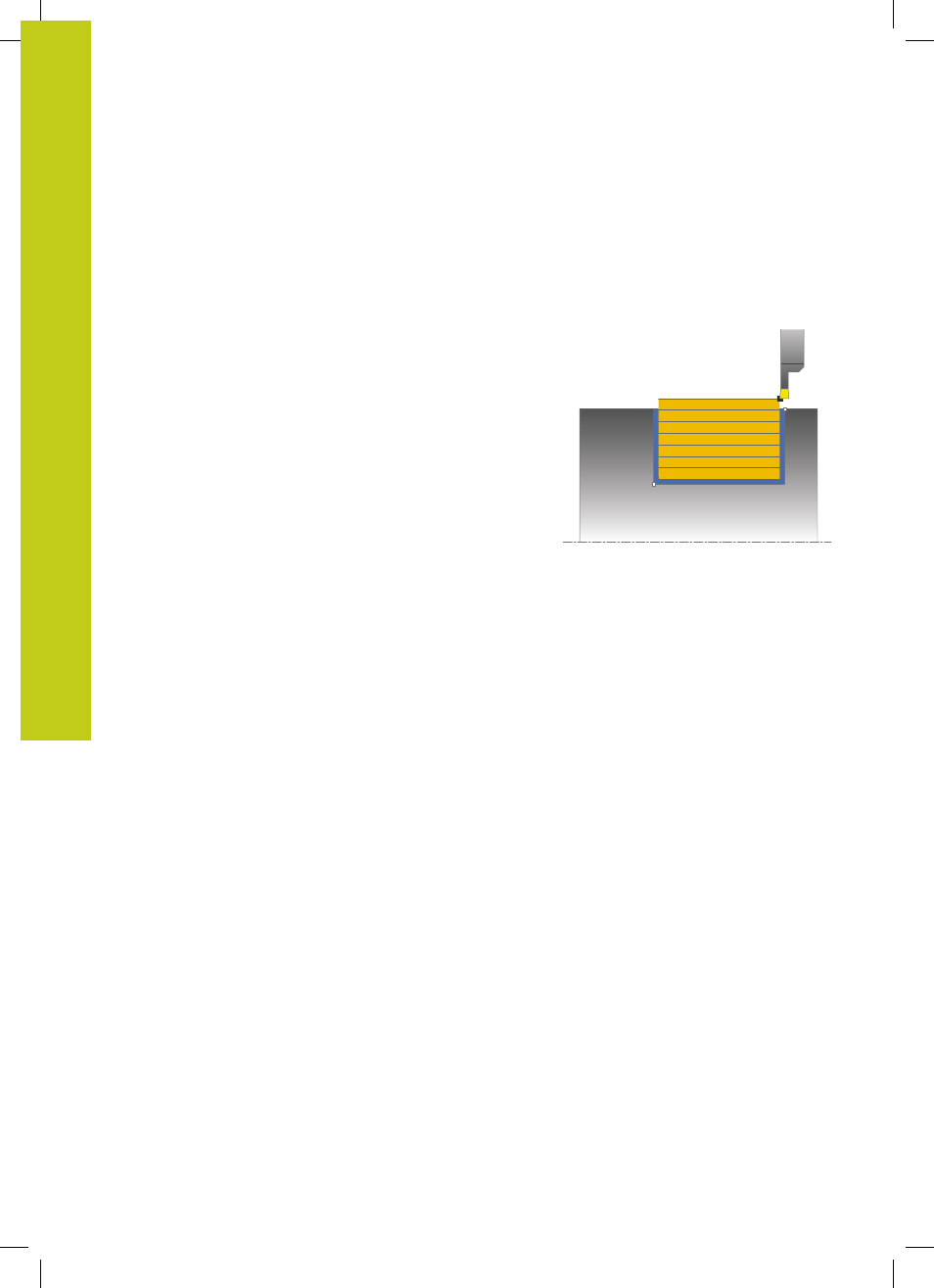
Esecuzione del ciclo Sgrossatura
Come punto di partenza del ciclo il TNC impiega la posizione
dell’utensile alla chiamata del ciclo. Il ciclo lavora solo l'area dalla
posizione di partenza del ciclo fino al punto finale definito nel ciclo.
1 Dal punto di partenza del ciclo il TNC esegue un movimento di
troncatura fino alla prima profondità incremento.
2 Il TNC lavora l'area tra la posizione di partenza e il punto finale in
direzione assiale con l'avanzamento definito
Q478.
3 Se nel ciclo è stato definito il parametro di immissione
Q488
,
gli elementi di entrata vengono lavorati con tale avanzamento di
entrata.
4 Nel caso in cui nel ciclo sia stata selezionata soltanto una
direzione di lavorazione
Q507=1, il TNC solleva l'utensile della
distanza di sicurezza, si ritorna in rapido e il profilo si riavvicina
all'avanzamento definito. Con direzione di lavorazione
Q507=0
l'incremento viene eseguito su entrambi lati.
5 L'utensile lavora fino alla successiva profondità incremento.
6 Il TNC ripete questa sequenza (da 2 a 4) fino a raggiungere la
profondità di scanalatura.
7 Il TNC riporta l'utensile alla distanza di sicurezza ed esegue un
movimento di troncatura su entrambe le pareti laterali.
8 Il TNC riposiziona l'utensile in rapido al punto di partenza del
ciclo.