Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 393
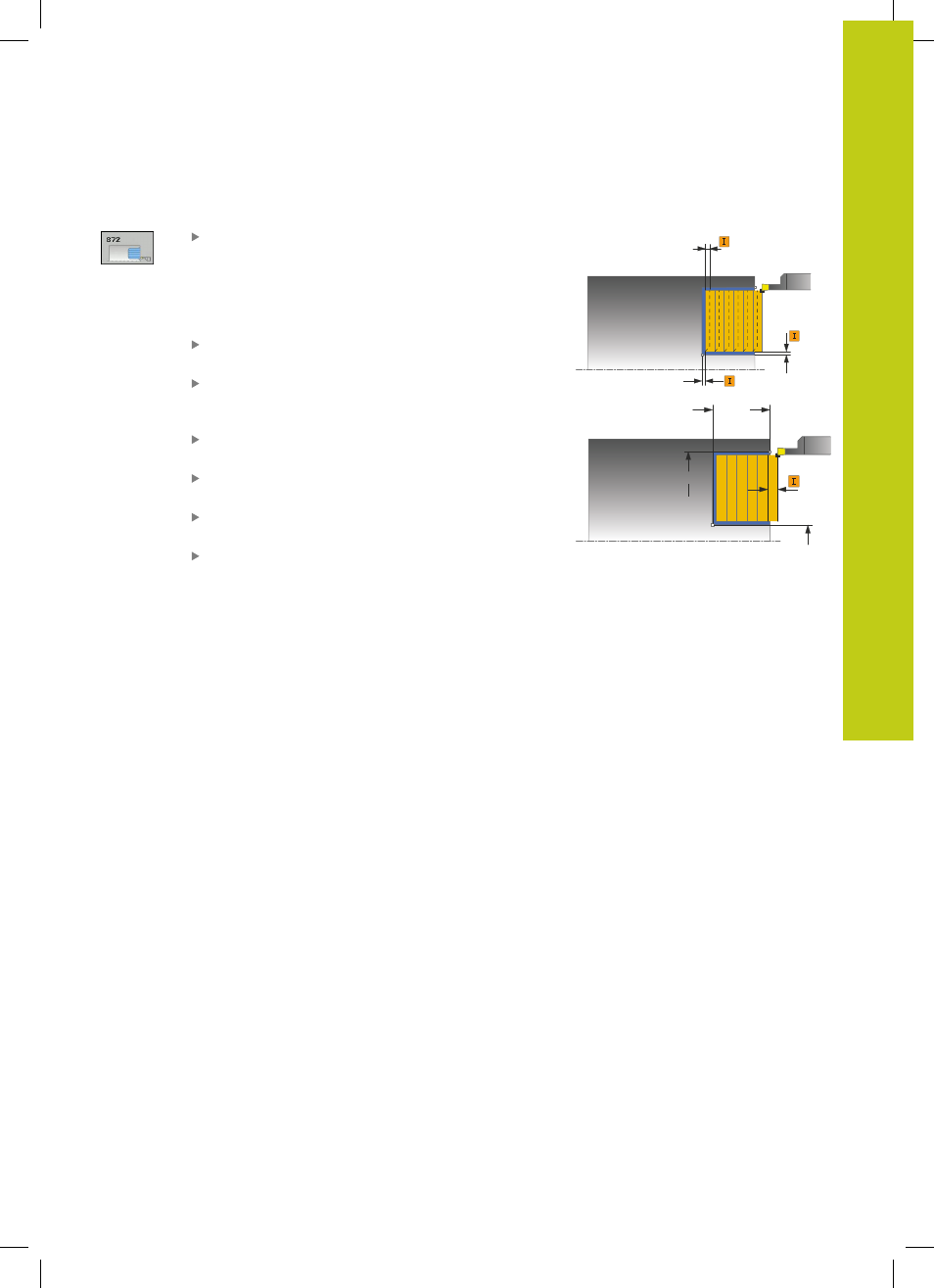
TRONCATURA-TORNITURA ASSIALE ESTESA
(ciclo 852, DIN/ISO: G852)
12.20
12
TNC 640 | Manuale utente programmazione di cicli | 4/2015
393
Parametri ciclo
TIPO DI LAVORAZIONE Q215: definizione del tipo di
lavorazione:
0
: sgrossatura e finitura
1
: solo sgrossatura
2
: solo finitura a quota finita
3
: solo finitura a sovrametallo
DISTANZA DI SICUREZZA Q460: parametro riservato,
attualmente inattivo
DIAMETRO AVVIO PROFILO Q491: coordinata X
del punto di partenza del profilo (indicazione del
diametro)
AVVIO PROFILO Z Q492: coordinata Z del punto di
partenza del profilo
DIAMETRO FINE PROFILO Q493: coordinata X del
punto finale del profilo (indicazione del diametro)
FINE PROFILO Z Q494: coordinata Z del punto finale
del profilo
ANGOLO FIANCO Q495: angolo tra il fianco del
punto di partenza del profilo e la parallela all'asse
rotativo
Ø Q483
Q484
Q460
Ø Q491
Q492
Ø Q493
Q494
Q463