Applicazione, Esecuzione del ciclo sgrossatura – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 346
Cicli: tornitura
12.8 TORNITURA ASSIALE ESTESA CON ENTRATA
(ciclo 814, DIN/ISO: G814)
12
346
TNC 640 | Manuale utente programmazione di cicli | 4/2015
12.8
TORNITURA ASSIALE ESTESA CON
ENTRATA
(ciclo 814, DIN/ISO: G814)
Applicazione
Questo ciclo consente di eseguire la tornitura assiale di gradini con
elementi con entrata (sottosquadri). Funzioni estese:
all'inizio e alla fine del profilo è possibile inserire uno smusso o
un arrotondamento
nel ciclo è possibile definire l'angolo per la superficie piana e un
raggio per l'angolo del profilo
Il ciclo può essere impiegato a scelta per la lavorazione di
sgrossatura, finitura o completa. La lavorazione a passate per la
sgrossatura è parassiale.
Il ciclo può essere impiegato per lavorazioni interne e per
lavorazioni esterne. Se il diametro di partenza
Q491 è maggiore del
diametro finale
Q493, il ciclo esegue una lavorazione esterna. Se
il diametro di partenza
Q491 è minore del diametro finale Q493, il
ciclo esegue una lavorazione interna.
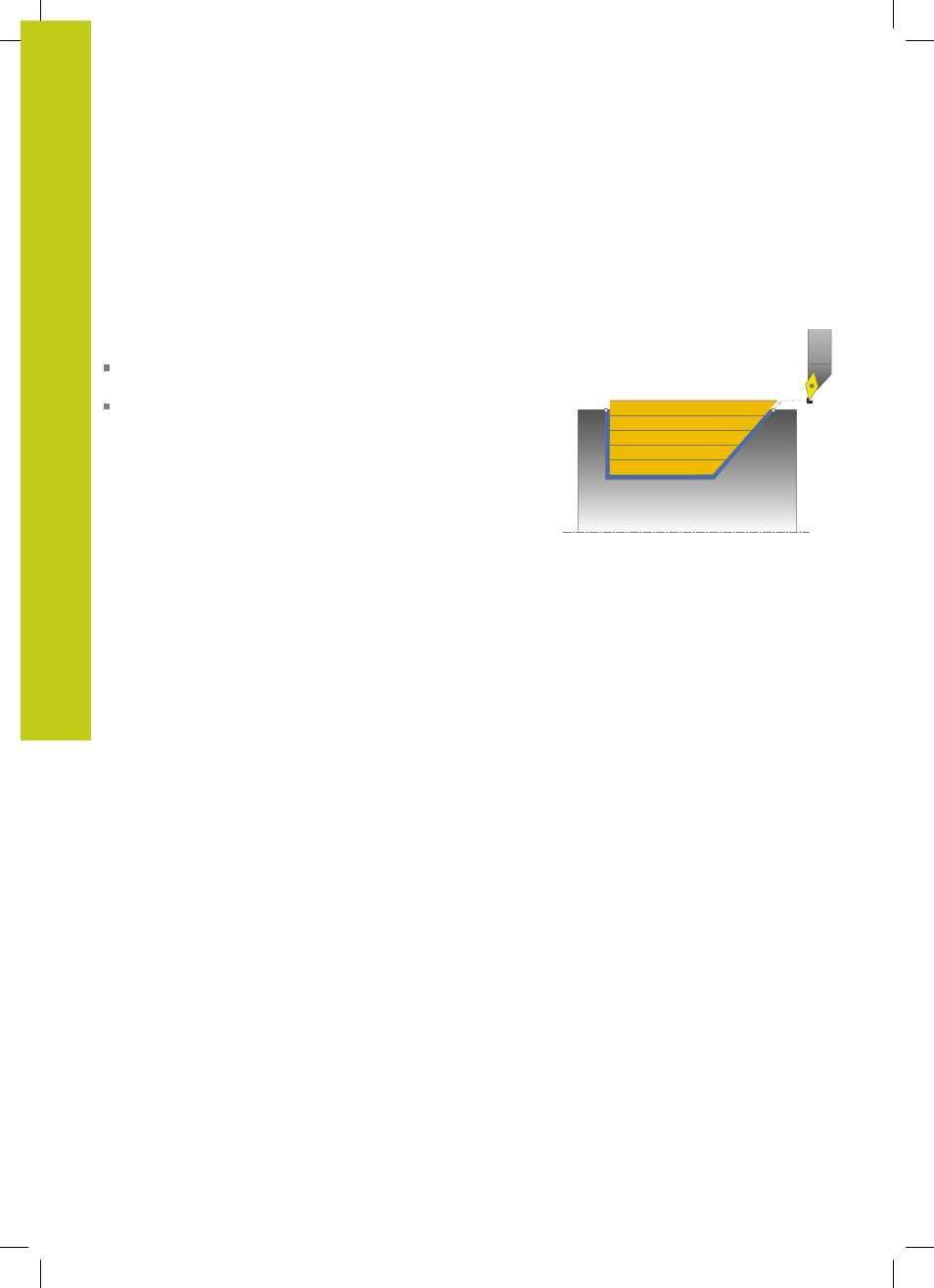
Esecuzione del ciclo Sgrossatura
Come punto di partenza del ciclo il TNC impiega la posizione
dell’utensile alla chiamata del ciclo. Nel caso in cui la coordinata Z
del punto di partenza sia minore di
Q492 AVVIO PROFILO Z, il TNC
posiziona l'utensile nella coordinata Z alla distanza di sicurezza e da
lì avvia il ciclo.
All'interno della spogliatura il TNC esegue l'incremento con
l'avanzamento
Q478. I movimenti di ritorno vengono eseguiti di
volta in volta della distanza di sicurezza.
1 Il TNC esegue in rapido un incremento parassiale. Il valore
di incremento viene calcolato dal TNC sulla base di
Q463
PROFONDITÀ DI TAGLIO MAX.
2 Il TNC lavora l'area tra la posizione di partenza e il punto finale in
direzione assiale con l'avanzamento definito
Q478.
3 Il TNC ritira l'utensile con l'avanzamento definito del valore di
incremento.
4 Il TNC riposiziona l'utensile in rapido all'inizio della passata.
5 Il TNC ripete questa sequenza (da 1 a 4) fino ad ottenere il
profilo finito.
6 Il TNC riposiziona l'utensile in rapido al punto di partenza del
ciclo.