Esempio tornitura in interpolazione ciclo 292, Esempi di programmazione 11.11 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 319
Esempi di programmazione 11.11
11
TNC 640 | Manuale utente programmazione di cicli | 4/2015
319
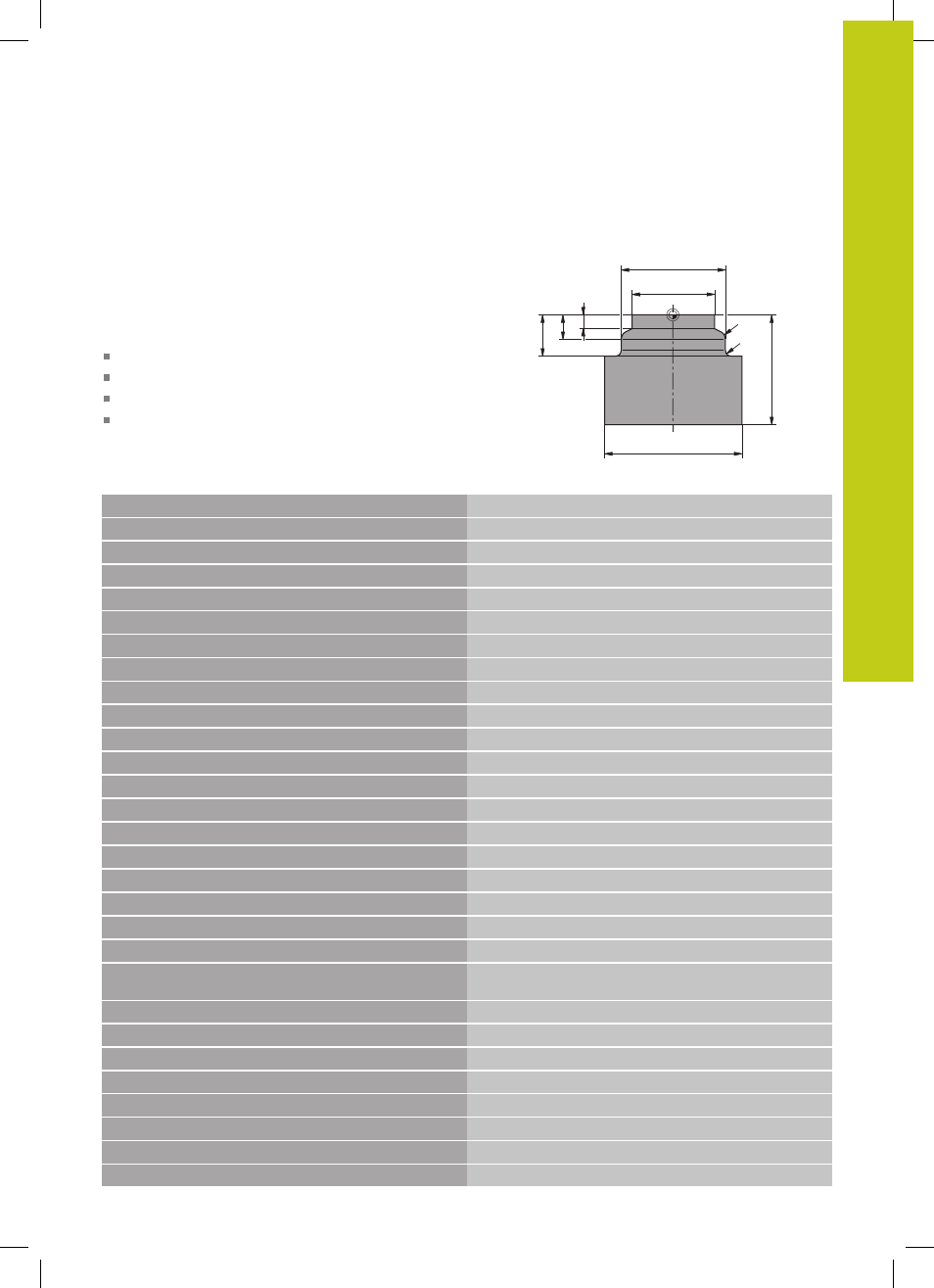
Esempio Tornitura in interpolazione ciclo 292
Nel seguente programma viene impiegato il ciclo
292 TORNITURA IN INTERPOLAZIONE FINITURA
PROFILO. Questo programma esemplificativo illustra
la realizzazione di un profilo esterno con mandrino di
fresatura rotante.
Esecuzione del programma
Chiamata utensile: fresa D20
Ciclo 32 TOLLERANZA
Rimando al profilo con ciclo 14
Ciclo 292, Tornitura in interpolazione
40
5
7
15
50
30
38
0 BEGIN PGM 2 MM
1 BLK FORM CYLINDER Z R25 L40
Definizione pezzo grezzo cilindro
2 TOOL CALL "D20" Z S111
Chiamata utensile: fresa a candela D20
3 CYCL DEF 32.0 TOLLERANZA
Definizione tolleranza con ciclo 32
4 CYCL DEF 32.1 T0.05
5 CYCL DEF 32.2 HSC-MODE:1
6 CYCL DEF 14.0 PROFILO
Rimando con ciclo 14 al profilo in LBL1
7 CYCL DEF 14.1 LABEL PROFILO 1
8 CYCL DEF 292 TORNITURA IN INTERPOLAZIONE
Definizione del ciclo 292
Q560=+1
;ACCOPPIAMENTO MANDRINO
Q336=+0
;ANGOLO MANDRINO
Q546=+3
;SENSO DI ROTAZIONE UT
Q529=+0
;TIPO DI LAVORAZIONE
Q221=+0
;SOVRAMETALLO SUPERF.
Q441=+1
;INCREMENTO
Q449=+15000
;AVANZAMENTO
Q491=+15
;DIAMETRO AVVIO PROFILO
Q357=+2
;DIST. SICUR LATERALE
Q445=+50
;ALTEZZA DI SICUREZZA
9 L Z+50 R0 FMAX M3
Preposizionamento in asse utensile, mandrino on
10 L X+0 Y+0 R0 FMAX M99
Preposizionamento su centro di rotazione nel piano di
lavoro, chiamata ciclo
11 LBL 1
LBL1 contiene il profilo
12 L Z+2 X+15
13 L Z-5
14 L Z-7 X+19
15 RND R3
16 L Z-15
17 RND R2
18 L X+27