Applicazione, Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 428
Cicli: tornitura
12.30 FILETTATURA PARALLELA AL PROFILO
(ciclo 830, DIN/ISO: G830)
12
428
TNC 640 | Manuale utente programmazione di cicli | 4/2015
12.30
FILETTATURA PARALLELA AL
PROFILO
(ciclo 830, DIN/ISO: G830)
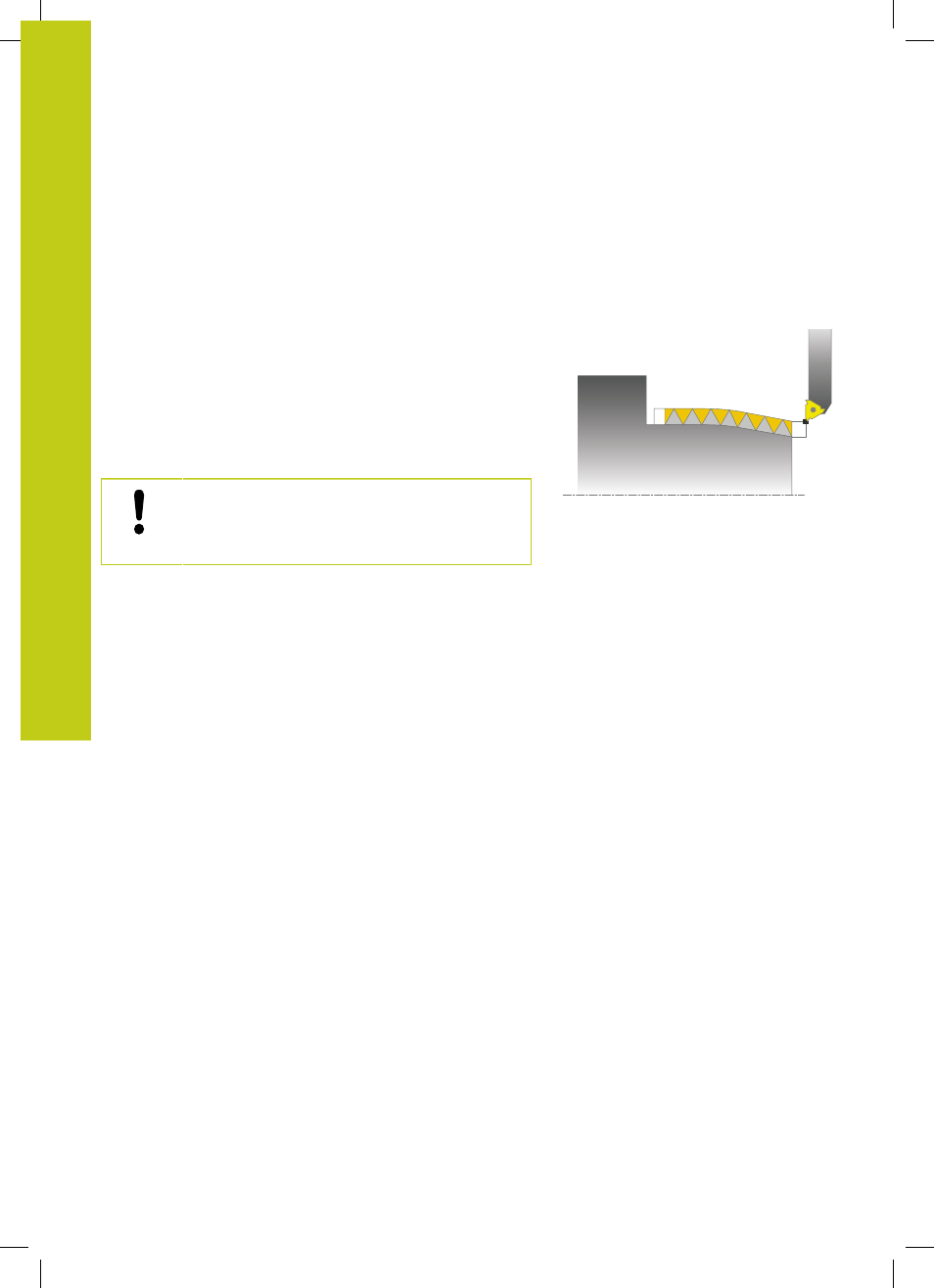
Applicazione
Questo ciclo consente di eseguire la tornitura assiale e radiale di
filetti di qualsiasi forma.
Con questo ciclo possono essere realizzati filetti a uno o più
principi.
Se nel ciclo non viene immessa alcuna profondità di filettatura, il
ciclo impiega la profondità di filettatura a norma.
Il ciclo può essere impiegato per lavorazioni interne e per
lavorazioni esterne.
Il ciclo 830 esegue l'uscita
Q466 nel raccordo al
profilo programmato. Rispettare le condizioni di
spazio.
Esecuzione del ciclo
Come punto di partenza del ciclo il TNC impiega la posizione
dell’utensile alla chiamata del ciclo.
1 Il TNC posiziona l'utensile in rapido alla distanza di sicurezza
prima del filetto ed esegue un incremento.
2 Il TNC esegue un filetto parallelo al profilo di filettatura definito.
In questo modo il TNC sincronizza avanzamento e numero di giri
affinché venga creato il passo definito.
3 Il TNC solleva l'utensile in rapido della distanza di sicurezza.
4 Il TNC riposiziona l'utensile in rapido all'inizio della passata.
5 Il TNC esegue un incremento. Gli incrementi vengono eseguiti
in conformità all'angolo di incremento
Q467.
6 Il TNC ripete questa sequenza (da 2 a 5) fino ad ottenere la
profondità di filettatura.
7 Il TNC esegue il numero di passate a vuoto definite in
Q476.
8 Il TNC ripete questa sequenza (da 2 a 7) secondo il numero di
principi
Q475.
9 Il TNC riposiziona l'utensile in rapido al punto di partenza del
ciclo.