Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 378
Cicli: tornitura
12.16 TRONCATURA-TORNITURA SEMPLICE RADIALE
(ciclo 841, DIN/ISO: G841)
12
378
TNC 640 | Manuale utente programmazione di cicli | 4/2015
Parametri ciclo
TIPO DI LAVORAZIONE Q215: definizione del tipo di
lavorazione:
0
: sgrossatura e finitura
1
: solo sgrossatura
2
: solo finitura a quota finita
3
: solo finitura a sovrametallo
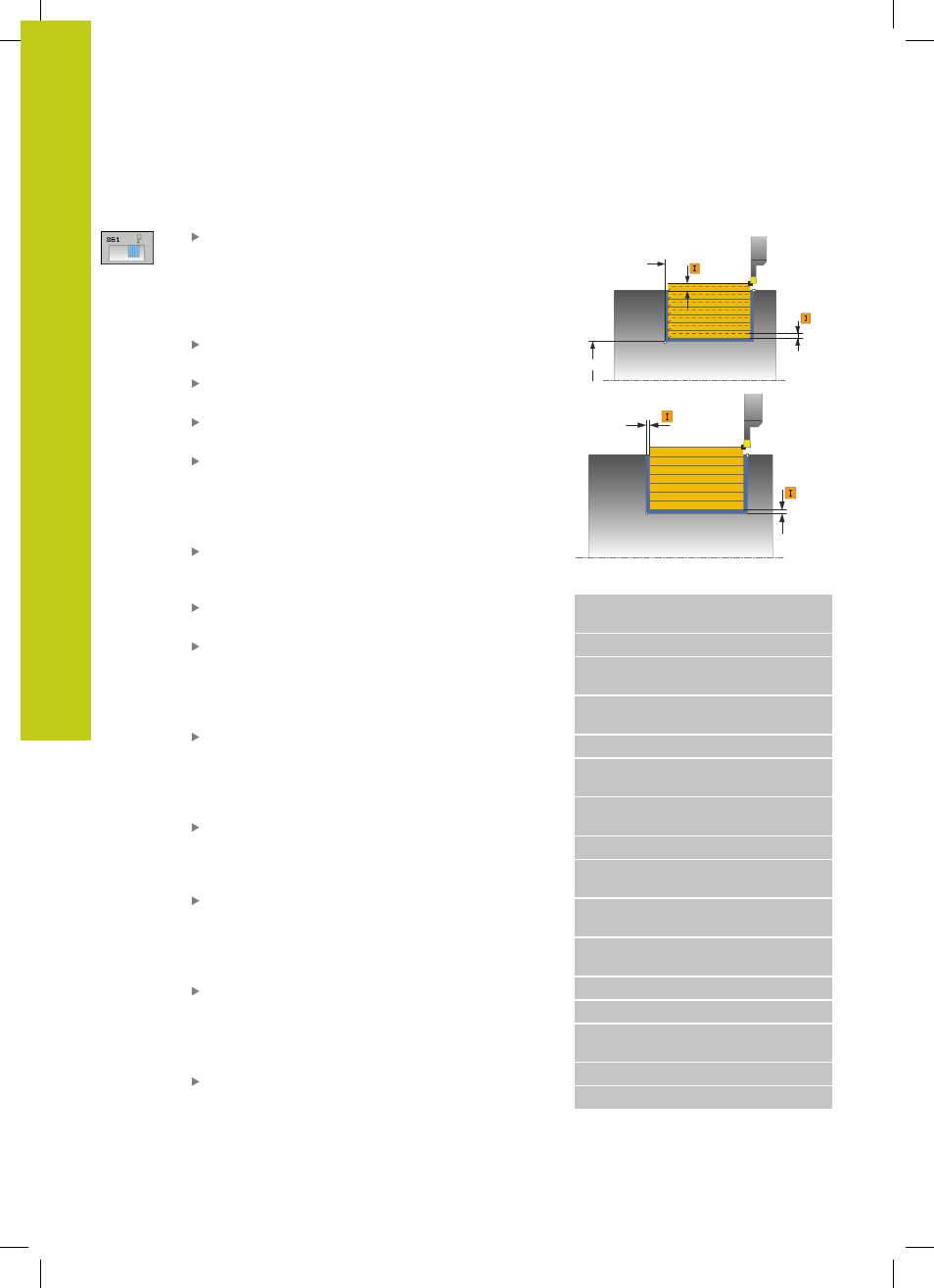
DISTANZA DI SICUREZZA Q460: parametro riservato,
attualmente inattivo
DIAMETRO FINE PROFILO Q493: coordinata X del
punto finale del profilo (indicazione del diametro)
FINE PROFILO Z Q494: coordinata Z del punto finale
del profilo
AVANZAMENTO SGROSSATURA Q478: velocità
di avanzamento in sgrossatura. Se è stata
programmata la funzione M136, il TNC interpreta
l'avanzamento in millimetri al giro, senza la funzione
M136 in millimetri al minuto.
DIAMETRO SOVRAMETALLO Q483 (in valore
incrementale): sovrametallo sul diametro del profilo
definito
SOVRAMETALLO Z Q484 (in valore incrementale):
sovrametallo sul profilo definito in direzione assiale
AVANZAMENTO FINITURA Q505: velocità di
avanzamento durante la finitura. Se è stata
programmata la funzione M136, il TNC interpreta
l'avanzamento in millimetri al giro, senza la funzione
M136 in millimetri al minuto.
PROFONDITA' DI TAGLIO MAX Q463: incremento
massimo (indicazione del raggio) in direzione radiale.
L'incremento viene ripartito in modo uniforme per
evitare passate di finitura. Campo di immissione da
0,001 a 999,999
DIREZIONE DI LAVORAZIONE Q507: direzione
lavorazione:
0
: bidirezionale (in entrambe le direzioni)
1
: unidirezionale (in direzione del profilo)
LARGHEZZA OFFSET Q508: riduzione della
lunghezza di taglio. Al termine della pretroncatura
il materiale residuo viene lavorato con una corsa di
troncatura. Il TNC limite eventualmente la larghezza
offset programmata.
CORREZIONE PROFONDITÀ Q509: in funzione del
materiale, della difficoltà di avanzamento ecc. il
tagliente "si piega" durante la lavorazione di tornitura.
L'errore di accostamento che ne deriva si corregge
con la correzione della profondità di tornitura.
AVANZAMENTO ENTRATA Q488: velocità di
avanzamento nella lavorazione di elementi di entrata
Questo valore di immissione è opzionale. Se non
viene programmato, è valido l'avanzamento definito
per la lavorazione di tornitura.
Q460
Ø Q493
Q494
Q463
Ø Q483
Q484
Blocchi NC
11 CYCL DEF 841 TRON.-TORN.
SEMPLICE R.
Q215=+0
;TIPO LAVORAZIONE
Q460=+2
;DISTANZA DI
SICUREZZA
Q493=+50
;DIAMETRO FINE
PROFILO
Q494=-50
;FINE PROFILO Z
Q478=+0.3
;AVANZAMENTO
SGROSSATURA
Q483=+0.4
;SOVRAMETALLO
DIAMETRO
Q484=+0.2
;SOVRAMETALLO Z
Q505=+0.2
;AVANZAMENTO
FINITURA
Q463=+2
;PROFONDITÀ DI
TAGLIO MAX
Q507=+0
;DIREZIONE
LAVORAZIONE
Q508=+0
;LARGH. OFFSET
Q509=+0
;CORR. PROFONDITÀ
Q488=+0
;AVANZAMENTO
ENTRATA
12 L X+75 Y+0 Z-25 FMAX M303
13 CYCL CALL