Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 294
Cicli: funzioni speciali
11.6
TORNITURA IN INTERPOLAZIONE FINITURA PROFILO (ciclo 292,
DIN/ISO: G292, opzione software 96)
11
294
TNC 640 | Manuale utente programmazione di cicli | 4/2015
Parametri ciclo
ACCOPPIAMENTO MANDRINO (0, 1) Q560: definire
se viene eseguito un accoppiamento mandrino
0
: accoppiamento mandrino off (fresatura profilo)
1
: accoppiamento mandrino on (tornitura profilo)
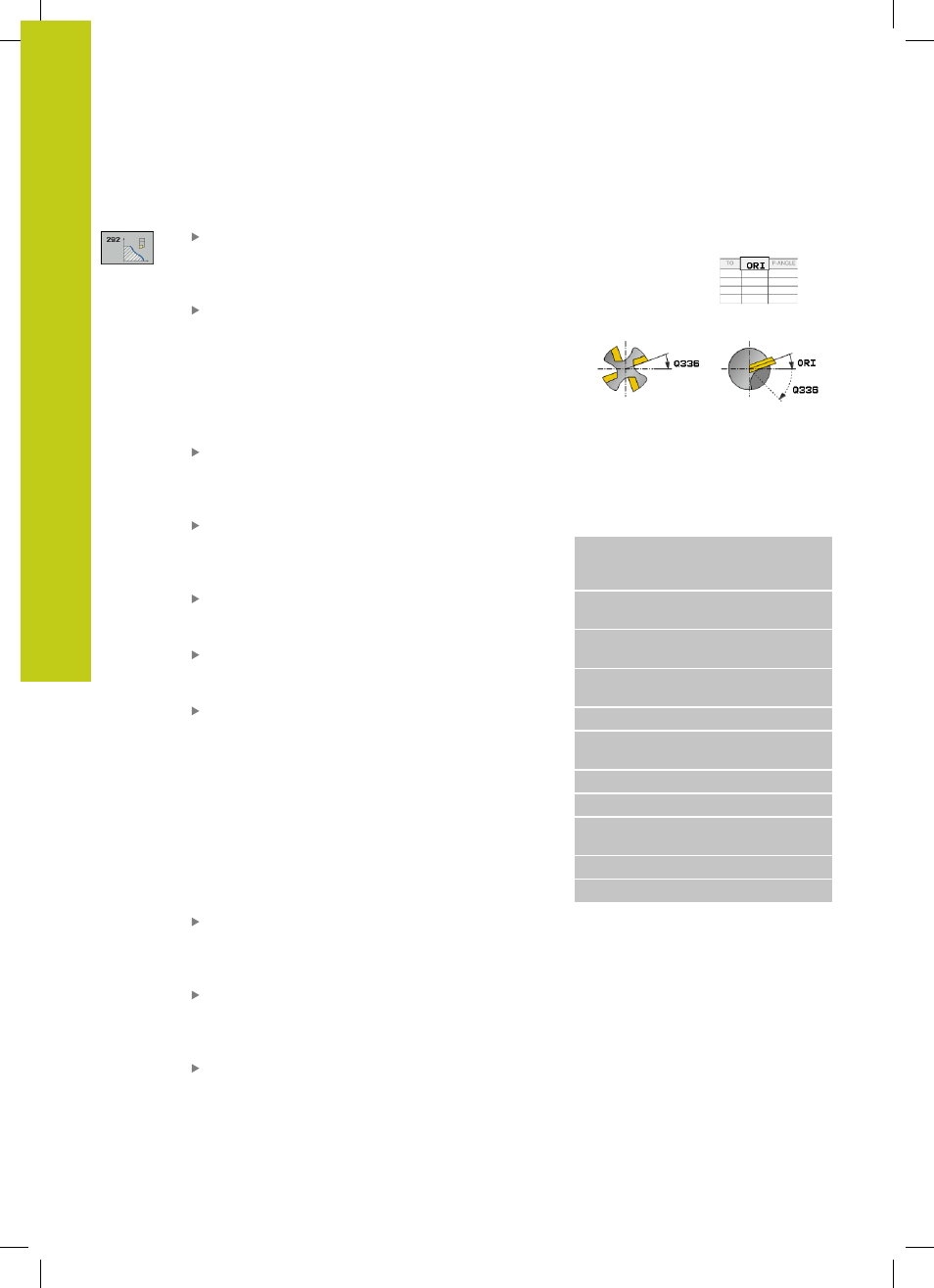
ANGOLO ORIENTAMENTO MANDRINO Q336: il TNC
allinea l'utensile a questa angolazione prima della
lavorazione. Se si lavora con un utensile per tornire,
un tagliente viene allineato in modo tale da essere
rivolto verso il centro di rotazione. Se nella tabella
utensili viene definito il valore "ORI", anche questo
viene considerato per l'orientamento del mandrino.
Campo di immissione da 0,000 a 360,000
SENSO DI ROTAZIONE UT (3, 4) Q546: senso di
rotazione mandrino dell'utensile attivo:
3
: utensile destrorso (M3)
4
: utensile sinistrorso (M4)
TIPO DI LAVORAZIONE (+1, 0) Q529: definire se
viene eseguita una lavorazione interna o esterna:
+1
: lavorazione interna
0
: lavorazione esterna
SOVRAMETALLO SUPERF. Q221: sovrametallo
nel piano di lavoro. Campo di immissione da 0 a
99,9999
INCREMENTO AL GIRO Q441 (mm/giro): valore del
quale il TNC avanza l'utensile ad ogni giro. Campo di
immissione da 0,001 a 99,999
AVANZAMENTO Q449 (mm/min): avanzamento
riferito al punto di partenza del profilo Q491. Campo
di immissione da 0,1 a 99999,9. L'avanzamento
della traiettoria centrale dell'utensile viene adattato
in funzione del raggio utensile e del tipo di
lavorazione Q529. Ne risulta la velocità di taglio
programmata dall'operatore nel diametro del punto
di partenza del profilo.
Q529=1: avanzamento della traiettoria centrale
dell'utensile ridotto per lavorazione interna
Q529=0: avanzamento della traiettoria centrale
dell'utensile incrementato per lavorazione esterna
RAGGIO PUNTO DI PARTENZA PROFILO Q491(in
valore assoluto): raggio del punto di partenza del
profilo (ad es. coordinata X, per asse utensile Z).
Campo di immissione da 0,9999 a 99999,9999
DISTANZA DI SICUREZZA LATERALE Q357 (in valore
incrementale): distanza laterale dell'utensile dal
pezzo durante l'avvicinamento alla prima profondità
incremento Campo di immissione da 0 a 99999,9
ALTEZZA DI SICUREZZA Q445 (in valore assoluto):
altezza assoluta che esclude qualsiasi possibilità
di collisione tra utensile e pezzo; posizione di ritiro
dell'utensile alla fine del ciclo Campo di immissione
da -99999,9999 a 99999,9999
Blocchi NC
63 CYCL DEF 292 TORNITURA
IN INTERPOLAZIONE FINITURA
PROFILO
Q560=1
;ACCOPPIAMENTO
MANDRINO
Q336=0
;ANGOLO PER
MANDRINO
Q546=3
;SENSO DI ROTAZIONE
UT
Q529=0
;TIPO DI LAVORAZIONE
Q221=0
;SOVRAMETALLO
SUPERF.
Q441=0.5
;INCREM. AL GIRO
Q449=2000
;AVANZAMENTO
Q491=0
;DIAMETRO AVVIO
PROFILO
Q357=2
;DIST. SICUR LATERALE
Q445=50
;ALTEZZA DI SICUREZZA