Parametri ciclo – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 154
Cicli di lavorazione: fresatura di tasche / fresatura di isole / fresatura di
scanalature
5.4
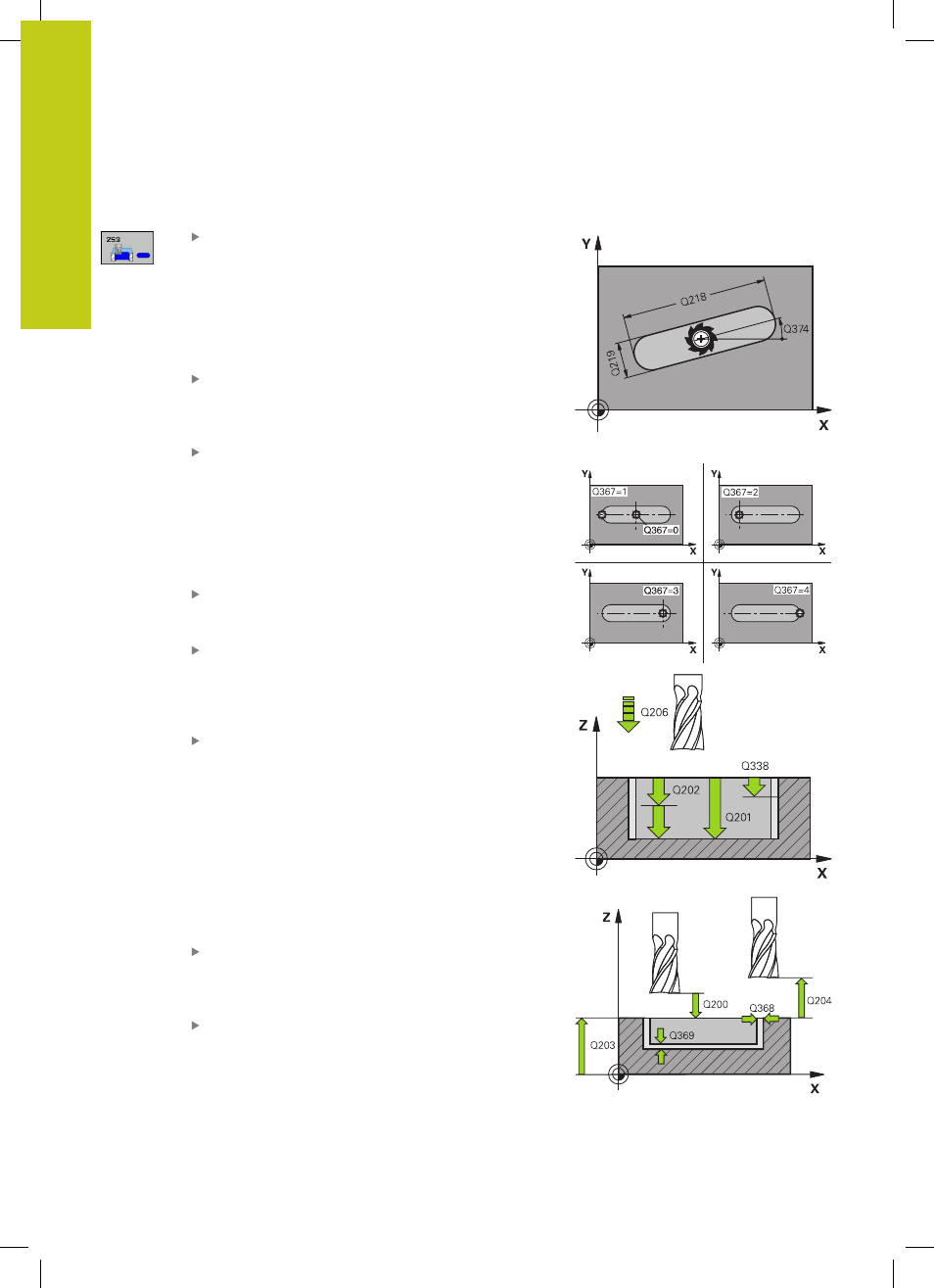
FRESATURA DI SCANALATURE (ciclo 253)
5
154
TNC 640 | Manuale utente programmazione di cicli | 4/2015
Parametri ciclo
TIPO DI LAVORAZIONE (0/1/2) Q215: definizione
del tipo di lavorazione:
0
: sgrossatura e finitura
1
: solo sgrossatura
2
: solo finitura
La finitura laterale e la finitura del fondo vengono
eseguite solo se è definito il rispettivo sovrametallo
per finitura (Q368, Q369)
LUNGHEZZA SCANALATURA Q218 (valore parallelo
all'asse principale del piano di lavoro): inserire il lato
più lungo della scanalatura. Campo di immissione da
0 a 99999,9999
LARGHEZZA SCANALATURA Q219 (valore parallelo
all'asse secondario del piano di lavoro): se la
larghezza della scanalatura è uguale al diametro
dell'utensile, il TNC esegue solo la sgrossatura
(fresatura di asole). Larghezza massima della
scanalatura durante la sgrossatura: doppio del
diametro dell'utensile. Campo di immissione da 0 a
99999,9999
SOVRAMETALLO LATERALE Q368 (in valore
incrementale): sovrametallo di finitura nel piano di
lavoro. Campo di immissione da 0 a 99999,9999
ANGOLO DI ROTAZIONE Q374 (in valore assoluto):
angolo con cui tutta la scanalatura viene ruotata. Il
centro di rotazione si trova nella posizione in cui si
trova l’utensile al momento della chiamata del ciclo.
Campo di immissione da -360,000 a 360,000
POSIZ. SCANALATURA (0/1/2/3/4) Q367: posizione
della scanalatura riferita alla posizione dell’utensile al
momento della chiamata del ciclo:
0
: posizione utensile = centro scanalatura
1
: posizione utensile = estremità sinistra della
scanalatura
2
: posizione utensile = centro della scanalatura
circolare sinistra
3
: posizione utensile = centro della scanalatura
circolare destra
4
: posizione utensile = estremità destra della
scanalatura
AVANZAMENTO FRESATURA Q207: velocità di
spostamento dell'utensile durante la fresatura in
mm/min. Campo di immissione da 0 a 99999,999 In
alternativa
FAUTO, FU, FZ
MODO FRESATURA Q351: tipo della lavorazione di
fresatura con M3:
+1 = concorde
–1 = discorde
PREDEF: il TNC utilizza il valore del blocco GLOBAL
DEF (Se si inserisce il valore 0, la lavorazione è
concorde)