HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuale d'uso
Pagina 173
FRESATURA A SPIANARE (ciclo 233, DIN/ISO: G233)
5.8
5
TNC 640 | Manuale utente programmazione di cicli | 4/2015
173
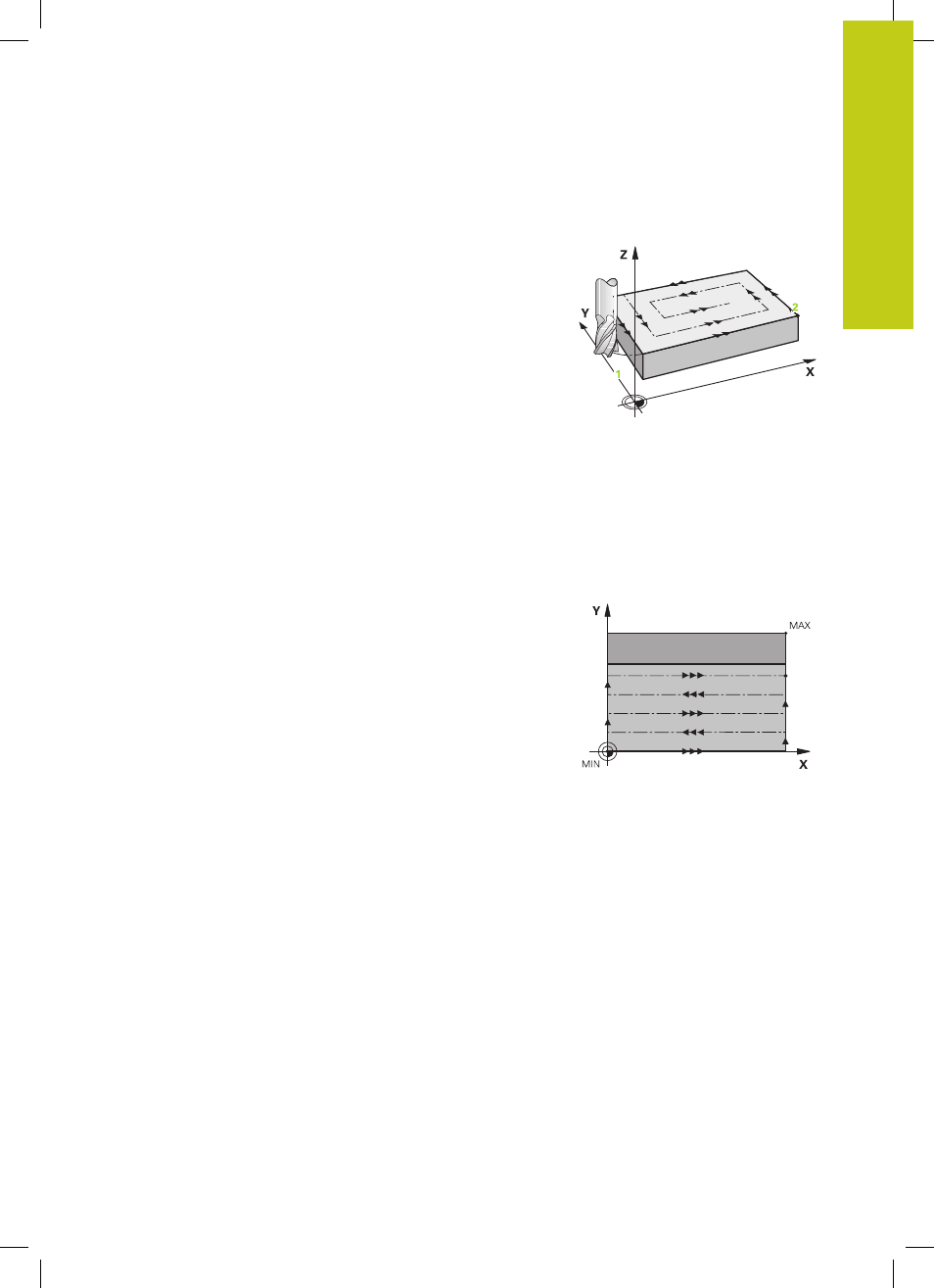
Strategia Q389=4
4 Successivamente l'utensile si porta, con l'
AVANZAMENTO
FRESATURA programmato con un movimento di avvicinamento
tangenziale sul punto iniziale della traiettoria di fresatura.
5 Il TNC lavora la superficie piana nell'avanzamento fresatura
dall'esterno verso l'interno con traiettorie di fresatura sempre
inferiori. Con l'accostamento laterale costante l'utensile è
permanentemente in presa.
6 La procedura si ripete fino al completamento della superficie
programmata. Alla fine della traiettoria il TNC riporta l'utensile in
rapido
FMAX al punto di partenza
1
7 Qualora siano necessari diversi accostamenti, il TNC sposta
l'utensile con avanzamento di posizionamento nell'asse del
mandrino alla successiva profondità incremento
8 La procedura si ripete fino a quando tutti gli accostamenti sono
stati eseguiti. Nell'ultimo accostamento, viene fresato soltanto il
sovrametallo per finitura inserito, con avanzamento di finitura
9 Alla fine il TNC riporta l’utensile con
FMAX alla 2ª DISTANZA DI
SICUREZZA
Limitazione
Con le limitazioni è possibile circoscrivere la lavorazione della
superficie piana per considerare ad esempio le pareti laterali o
gradini durante la lavorazione. Una parete laterale definita da una
limitazione viene lavorata nella misura in cui risulta dal punto di
partenza ovvero dalle lunghezze laterali della superficie piana.
Per la lavorazione di sgrossatura il TNC considera il sovrametallo
laterale – per l'operazione di finitura il sovrametallo serve per il
preposizionamento dell'utensile.