Movimento circolare, 3 cicli a passat e sing ole – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 94
94
4 Programmazione di cicli
4.3 Cicli a passat
e sing
ole
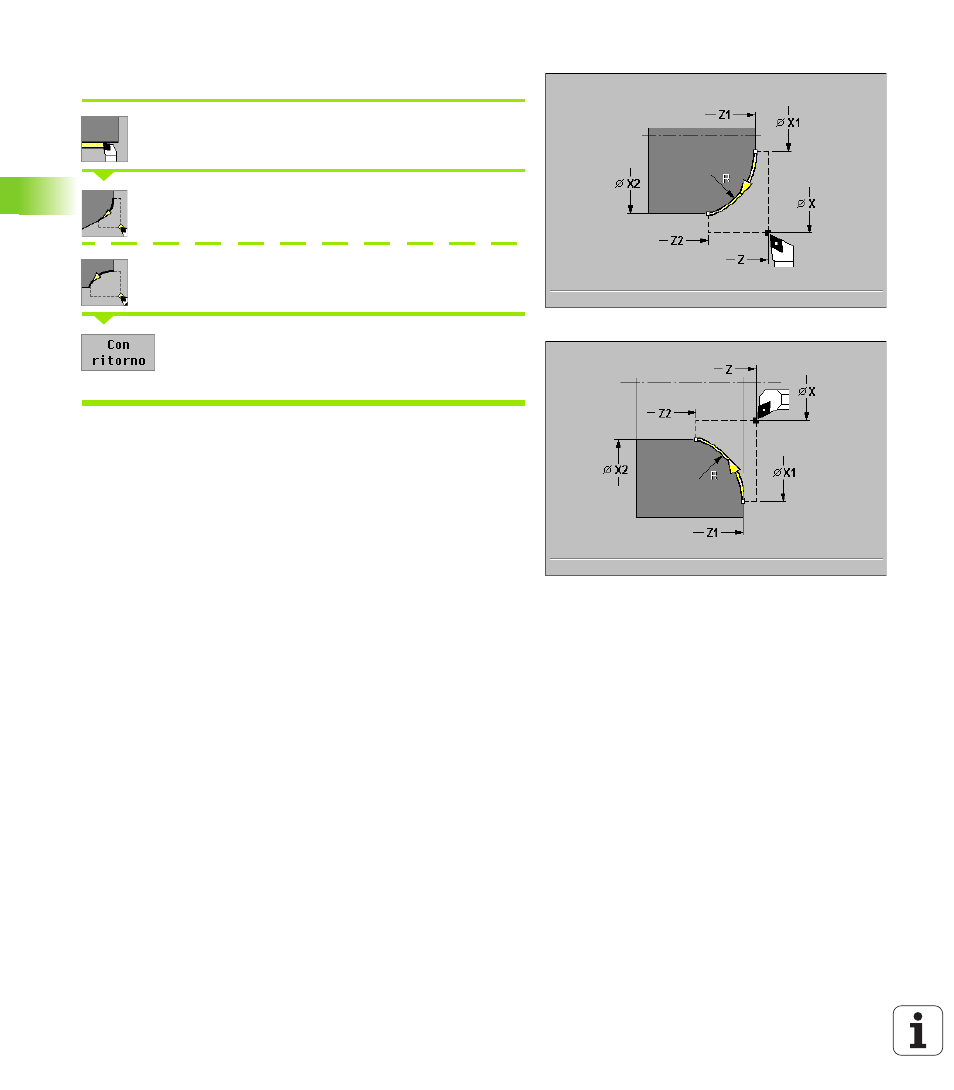
Movimento circolare
Selezionare "Passate singole"
Selezionare "Movimento circolare" (orario)
Selezionare "Movimento circolare" (antiorario)
Softkey Con ritorno:
Off: l'utensile si arresta alla fine del ciclo
On: l'utensile ritorna al punto di partenza
Interpolazione circolare
L'utensile si sposta in avanzamento circolare dal punto di partenza fino
al "Punto finale profilo" e alla fine del ciclo si arresta.
Contornitura circolare ("Con ritorno")
L'utensile si avvicina, esegue la passata circolare e al termine del ciclo
ritorna al punto di partenza. La compensazione del raggio del tagliente
viene considerata (figure a destra).
Parametri ciclo
X, Z Punto di partenza
X1, Z1 Punto iniziale profilo
("Con ritorno")
X2, Z2 Punto finale profilo
R Raggio arrotondamento
T Numero utensile
S Numero di giri/Velocità di taglio
F Avanzamento al giro
Esecuzione ciclo "Con ritorno"
1
spostamento parallelamente all'asse da "X, Z" al "Punto iniziale X1,
Z1"
2
avanzamento circolare al "Punto finale X2, Z2"
3
sollevamento e ritorno al punto di partenza, parallelamente all'asse