Finitura troncatura assiale g867/radiale g868, 13 cicli per esecuzione g o la – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 331
HEIDENHAIN MANUALplus 4110
331
6.13 Cicli per esecuzione g
o
la
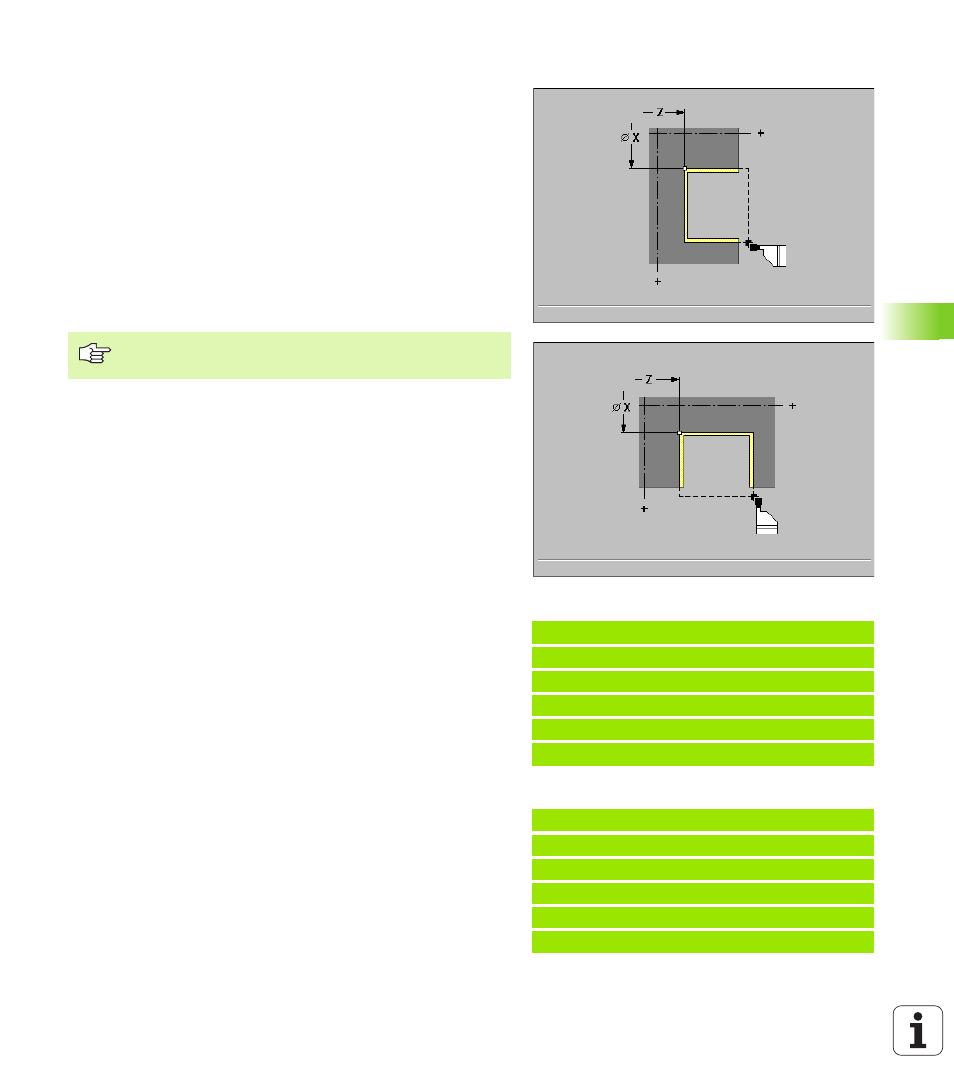
Finitura troncatura assiale G867/radiale G868
I cicli lavorano in assiale/in radiale la parte del profilo descritta dalla
posizione utensile e da "X, Z".
Posizione utensile dopo l'esecuzione del ciclo: punto di partenza del
ciclo
Parametri
X Spigolo base X
(quota diametro)
Z Spigolo base Z
E Avanzamento di finitura
(default: avanzamento attivo)
Note sull'esecuzione del ciclo
Posizione utensile dopo l'esecuzione del ciclo: punto di partenza del
ciclo
Esempio: G867
%867.nc
[G867]
N1 T38 G95 F0.15 G96 S200 M3
N2 G0 X120 Z1
N3 G867 X102 Z-4 E0.11
FINE
Esempio: G868
%868.nc
[G868]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z-18
N3 G868 X54 Z-30 E0.12
FINE
Compensazione del raggio del tagliente: viene
eseguita.