Sgrossatura profilo assiale con entrata g819 – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 313
HEIDENHAIN MANUALplus 4110
313
6.1
1
Cicli di t
o
rn
it
ur
a r
if
er
iti al pr
ofilo
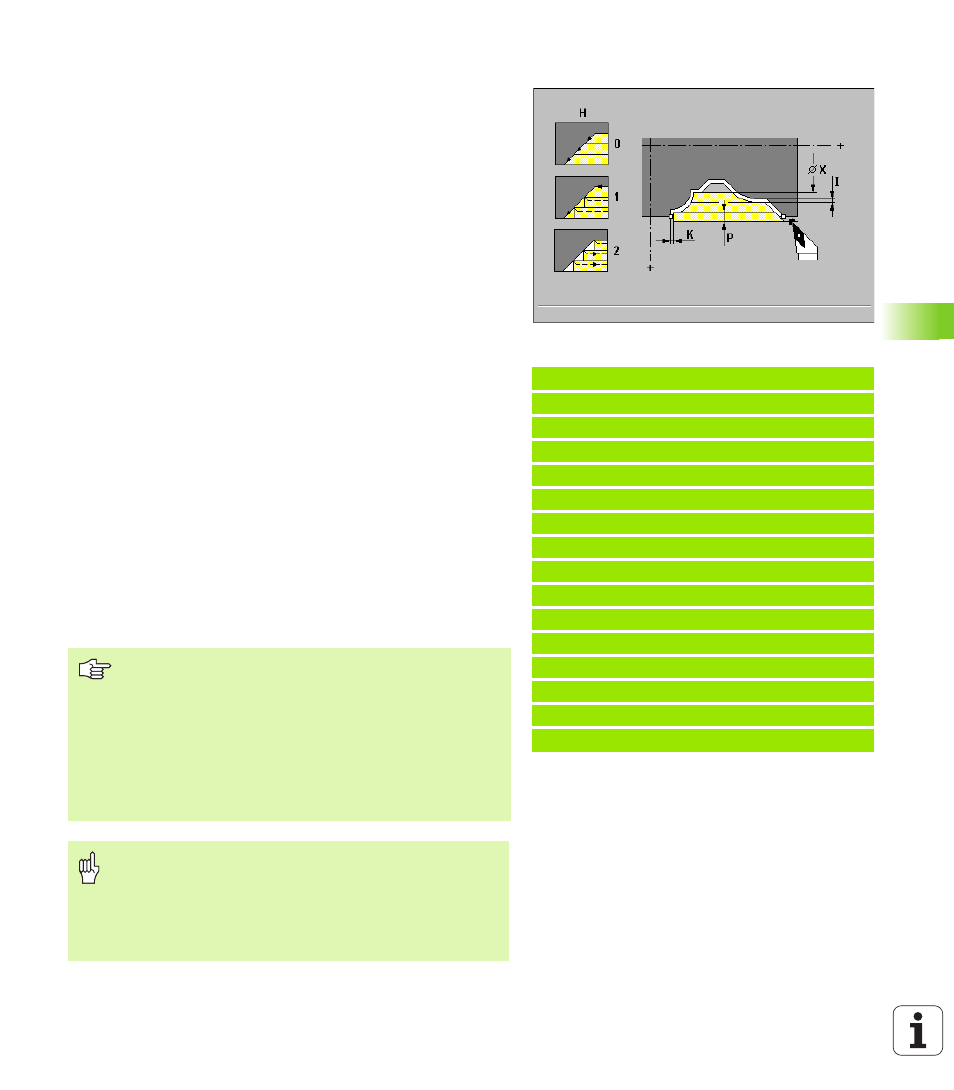
Sgrossatura profilo assiale con entrata G819
Il ciclo lavora in direzione assiale l'area del profilo definita dalla
posizione utensile e dalla descrizione del profilo nei blocchi successivi
con entrata nel materiale (vedere “Descrizione del profilo" pag. 310).
Parametri
X Limitazione di taglio
(quota diametro): la lavorazione viene
eseguita fino alla "limitazione di taglio".
P Accostamento massimo
: la configurazione di taglio viene calcolata
in modo tale da evitare una "passata di rettifica" e affinché
l'accostamento definito sia <= P.
E Avanzamento durante la penetrazione
: l'utensile penetra nel
materiale con l'avanzamento E
E=0: senza lavorazione dei profili discendenti
Nessuna immissione: maggiore è l'inclinazione con cui l'utensile
penetra il materiale, tanto maggiore è la riduzione di avanzamento
(max: 50%).
H Tipo di allontanamento
(default: 1):
H=0: asportazione trucioli dopo ogni passata lungo il profilo
H=1: sollevamento a 45°; asportazione trucioli con l'ultima
passata lungo il profilo
H=2: sollevamento a 45°; nessuna passata lungo il profilo
I Sovrametallo X
(quota diametro) – (default: 0)
K Sovrametallo Z
(default: 0)
Note sull'esecuzione del ciclo
Il MANUALplus determina la direzione di passata e di accostamento
sulla base dell'attuale posizione utensile relativamente al punto
iniziale/punto finale della parte del profilo.
Posizione utensile dopo l'esecuzione del ciclo: punto di partenza del
ciclo
Esempio: G819
%819.nc
[G819]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G819 P5 I1 K0.3
N4 G0 X80 Z2
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X120
N13 G80
FINE
L'utensile deve trovarsi al di fuori dell'area del profilo
definita.
Compensazione del raggio del tagliente: viene
eseguita.
I sovrametalli programmati con G57/G58 vengono
considerati, se non sono programmati "I, K". Una volta
eseguito il ciclo, i sovrametalli vengono cancellati.
Distanza di sicurezza dopo una passata: parametro
"Parametri attuali – Lavorazione – Distanze di sicurezza".
Attenzione Pericolo di collisioni!
Se l'angolo di inclinazione e dell'inserto dell'utensile non
sono definiti, quest'ultimo inizia la lavorazione con
l'angolo di entrata. – Se sono definiti, l'utensile inizia a
lavorare con l'angolo di entrata massimo possibile. Il
materiale residuo viene ignorato.