4 cicli di aspor tazione tr ucioli – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 118
118
4 Programmazione di cicli
4.4 Cicli di aspor
tazione tr
ucioli
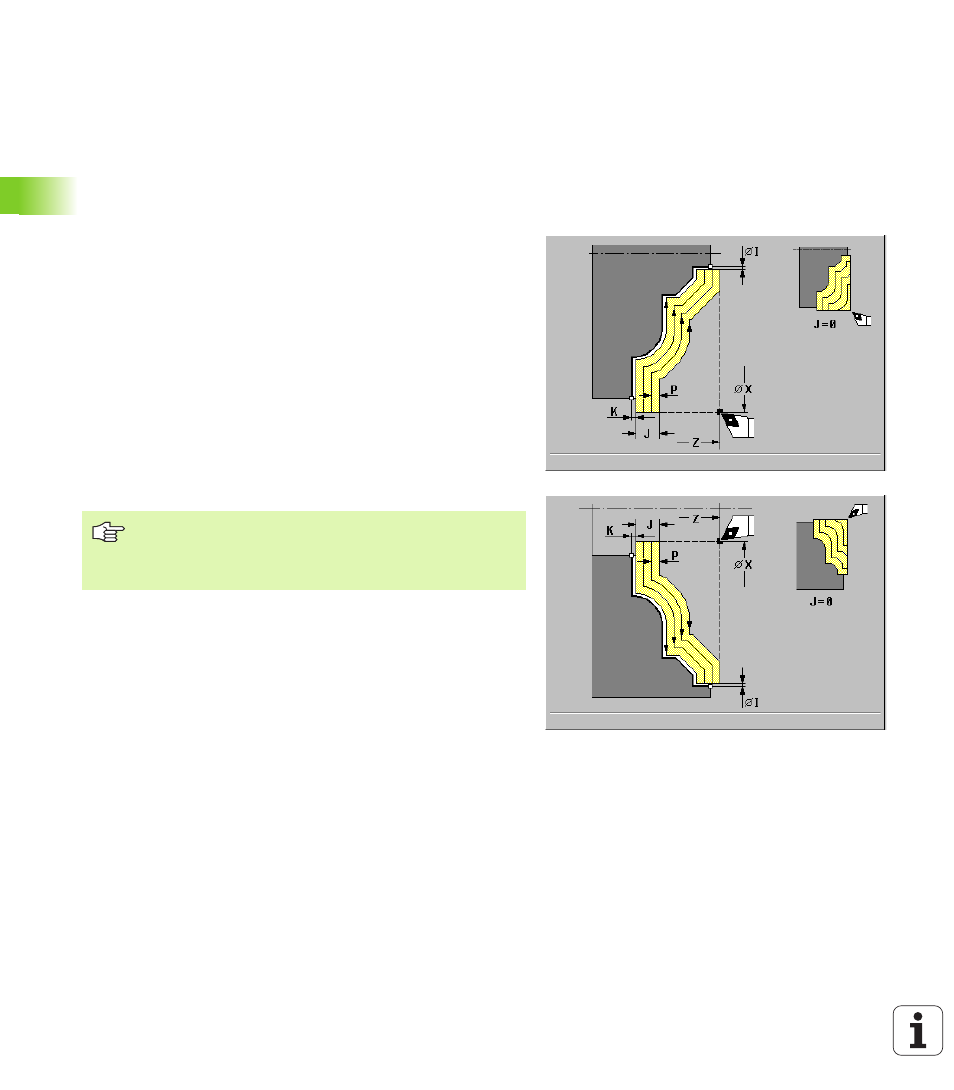
I, K Sovrametallo X, Z
N Numero profilo ICP
J Sovramet. pezzo grezzo
– il ciclo esegue la truciolatura
J=0: dalla posizione utensile
J>0: l'area descritta dal sovramet. pezzo grezzo
T Numero utensile
S Numero di giri/Velocità di taglio
F Avanzamento al giro
Esecuzione ciclo
1
calcola la configurazione di taglio (accostamento) tenendo conto
del parametro "J"
J=0: La geometria del tagliente viene considerata. In questo
modo si possono ottenere accostamenti differenti in direzione
assiale e radiale.
J>0: In direzione assiale e radiale viene utilizzato lo stesso
accostamento.
2
avanzamento parallelamente all'asse per la prima passata partendo
da "X, Z"
3
lavorazione secondo la configurazione di taglio calcolata
4
ritorno e avanzamento per la successiva passata
5
ripetizione di 3...4, fino a lavorare l'area definita
6
ritorno al punto di partenza, parallelamente all'asse
Il parametro di ciclo sovrametallo parte grezza J è
disponibile a partire dalle versioni software 507 807-16 o
526 488-08. Nelle versioni software precedenti il ciclo
esegue la truciolatura a partire dalla posizione utensile.