18 cicli di foratura, Foratura g71 – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 356
356
6 Programmazione DIN
6
.18
C
ic
li
d
i fo
ra
tu
ra
6.18 Cicli di foratura
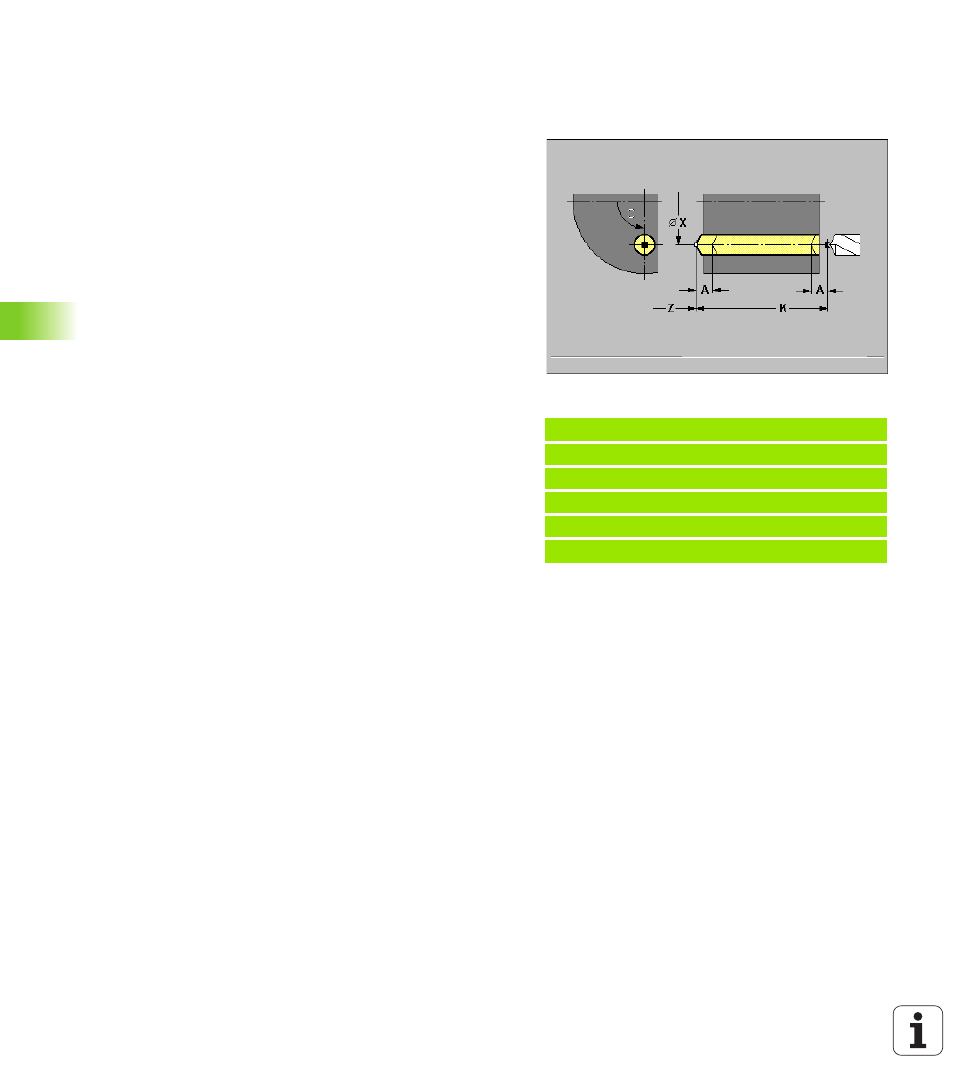
Foratura G71
L'istruzione G71 esegue fori assiali al centro con utensili fissi nonché
fori assiali e radiali con utensili motorizzati.
Parametri
X Punto finale foro assiale
(quota diametro)
Z Punto finale foro radiale
A Lunghezza di foratura
(default: 0)
E Tempo di sosta
per rottura truciolo a fine foro (default: 0)
V Varianti di foratura
– Riduzione avanzamento del 50% per
foratura e foratura passante
0: senza riduzione di avanzamento
1: Foratura passante
2: Riduzione foratura
3: riduzione foratura e foratura passante
K Profondità di foratura
(foro radiale: misura del raggio)
K indicato: calcolo del "Punto di partenza foro" sulla base di "Punto
finale foro" e "K"
K non indicato: calcolo di "K" sulla base di "Punto finale foro" e
posizione attuale utensile
D Ritorno
– default: 0
0: rapido
1: avanzamento
Note
L'esecuzione del ciclo inizia dall'attuale posizione dell'utensile e del
mandrino. Il punto di partenza viene raggiunto in rapido.
Foro assiale:
Non programmare "X"
Programmare "Z"
Foro radiale:
Programmare "X"
Non programmare "Z"
X e Z programmati: l'"orientamento utensile" è determinante per un
foro radiale/assiale (vedere “Utensili per forare" pag. 425).
Esempio: G71
%71.nc
[G71]
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2
FINE